Расход кислорода и пропана на резку металла
Расход кислорода и пропана на резку металла
Себестоимость процесса резки металла определяет расход кислорода и пропана, суммируемый с оплатой труда резчика. Причем расход окислителя и топлива зависит от технологии термического разделения металлов.
Поэтому мы начнем нашу статью с описания способов резки и дальше рассмотрим расход кислорода при резки труб.
Технологии резки металлов
На сегодняшний день в промышленности используются три типовых технологии термического разделения металлических заготовок:
- Кислородная резка.
- Плазменная резка.
- Лазерная резка.
Первая технология – кислородная резка – используется при разделении заготовок из углеродистой и низколегированной стали. Кроме того, кислородным резаком можно подравнять края кромок уже отрезанных заготовок, подготовить зону раздела стыка перед сваркой и «подчистить» поверхность литой детали. Расход рабочих газов, в данном случае, определяется тратой и топлива (горючего газа), и окислителя (кислорода).
Вторая технология – плазменная резка – используется при разделении сталей всех типов (от конструкционных до высоколегированных), цветных металлов и их сплавов. Для плазменного резака нет недоступных материалов – он режет даже самые тугоплавкие металлы.

Причем качество разделочного шва, в данном случае, значительно выше, чем у конкурирующей технологии. При определении объемов рабочих газов, в данном случае, важен расход кислорода — при резке металла плазмой за горение материала отвечает именно окислитель. А сама плазма используется, как катализатор процесса термического окисления металла.
Третья технология – лазерная резка – используется для разделения тонколистовых заготовок. Соответственно, объемы расходуемых газов, в данном случае, будут существенно меньше, чем у кислородной и плазменной резки, которые рассчитаны на работу с крупными, толстостенными заготовками.
Нормы расчета горючих газов и окислителя
Нормы расхода пропана и кислорода или ацетилена и кислорода или только окислителя рассчитываются следующим образом:
- Норматив расхода топлива или окислителя на погонный метр разреза (H) умножается на длину разделочного шва (L).
- После этого к полученной сумме прибавляют произведение все того же норматива расхода (H) на коэффициент потерь (k), связанных с продувкой и настройкой резака.
В итоге, расход кислорода при сварке (или расход горючего газа) считается по формуле:
Причем коэффициент k принимают равным 1,1 (для мелкосерийного производства или штучной резки, когда требуется часто включать и выключать резак) или 1,05 (для крупносерийного производства, когда резак работает почти без перерывов).
Определение норматива расхода газов

Для точного определения объемов расходуемых газов необходимо определить основу формулы — норму, которой определяется расход газа на погонный метр прорезаемого металла, обозначаемую в формуле литерой «H».
Согласно общим рекомендациям нормированный расход равняется частному от допустимого расхода разделяющего аппарата (p) (кислородного, плазменного или лазерного резака) и скорости резания металла (V).
То есть формула, по которой рассчитывается нормированный расход кислорода на резку металла (Н), а равно и любого другого газа, участвующего в процессе термического разделения, выглядит следующим образом:
Искомый результат подставляют в первую формулу и получают конкретное значение расходуемого объема.
Таблица расхода кислорода при резке труб
| Труба (наружный диаметр × толщина стенки), мм | Расход кислорода, м 3 |
| Ø 14 × 2,0 | 0,00348 |
| Ø 16 × 3,5 | 0,00564 |
| Ø 20 × 2,5 | 0,00566 |
| Ø 32 × 3,0 | 0,0102 |
| Ø 45 × 3,0 | 0,0143 |
| Ø 57 × 6,0 | 0,0344 |
| Ø 76 × 8,0 | 0,0377 |
| Ø 89 × 6,0 | 0,0473 |
| Ø 108 × 6,0 | 0,0574 |
| Ø 114 × 6,0 | 0,0605 |
| Ø 133 × 6,0 | 0,0705 |
| Ø 159 × 8,0 | 0,119 |
| Ø 219 × 12,0 | 0,213 |
| Ø 426 × 10,0 | 0,351 |
| Ø 530 × 10,0 | 0,436 |
Определение значения допустимого расхода и скорости резания
Используемые во второй формуле операнды p (допустимый расход) и V (скорость резания) зависят от множества факторов.
В частности значение допустимого расхода определяется паспортными данными сварочного аппарата. По сути p равно максимальной пропускной способности форсунки резака в рабочем режиме.
А вот скорость резания – V– определяется исходя из глубины шва, ширины режущей струи окислителя или плазмы, типа разделяемого материала и целой серии косвенных параметров.
В итоге, значение допустимого расхода извлекают из паспорта «резака», а скорость резания находят в справочниках, которые содержат специальные таблицы или диаграммы, связывающие все вводные данные.
И согласно справочным данным допустимый расход кислорода равняется 0,6-25 кубическим метрам в час. А максимальная скорость резания – 5-420 м/час. Причем для лазерной резки характерен минимальный расход (0,6 м3/час) и максимальная скорость (420 м/час): ведь такой резак разделит только 20-миллиметровую заготовку.
А вот плазменный резак «сжигает» до 25 м3/час кислорода и 1,2 м3/час ацетилена. При этом он разделяет даже 30-сантиметровые заготовки, делая разрез на скорости в 5 метров в час.
Словом, в таких расчетах все относительно: чем больше скорость, тем меньше глубина и чем больше расход, тем меньше скорость.
Источник
Нормы расхода кислорода при резке листового металла. Расход кислорода на 1 метр реза.

Нормы расхода кислорода при резке листового металла. Расход кислорода на 1 метр реза.
В данной статье приведены средние нормы расхода кислорода для обычных керосинорезов типа резака Бобуха «Вогник». Исходные значение были найдены практическим путем. Использованы средние значения в зависимости от толщины листового металлопроката.
В таблице не указаны значения для листов, толщина металла которых составляет от 1 до 4 мм, так как не практично резать тонкие листы металла, из-за их деформации после резки. О деформации металла при кислородной резке и как её уменьшить можно узнать в этой статье.
Нужно уточнить, что керосинорезом невозможно резать цветные металлы и чугунные изделия, поэтому значения в таблице 1 не подходят для расчетов цветных металлов и чугуна.
Вопрос про расход кислорода является один из самых распространенных и точного ответа Вам никто не сможет дать. Расход зависит от нескольких факторов, а именно:
— качества металла (б/у или новый);
Поэтому в таблице 1 приведены максимально приближенные значения.
Расхода кислорода на 1 метр реза керосинорезом.
| Толщина металла, мм | Расход кислорода, м 3 |
| 5 | 0,146 |
| 6 | 0,189 |
| 8 | 0,216 |
| 10 | 0,262 |
| 12 | 0,309 |
| 16 | 0,405 |
| 20 | 0,52 |
| 30 | 0,74 |
| 40 | 0,985 |
| 50 | 1,23 |
| 100 | 2,44 |
Расчет керосина в соотношении с кислородом берется 1 к 3. На 10 л керосина необходимо 30 м 3 кислорода.
При работах с резаком обязательно соблюдайте все необходимые нормы и правила безопасности. Используйте всегда исправное оборудование, перед работами обязательно проводите визуальный осмотр оборудования:
Больше информации о технике безопасности и эксплуатации кислородных редукторов можно найти в статье: Эксплуатация кислородного редуктора и техника безопасности.
Информацию о устройстве, хранении и технике безопасности кислородных баллонов читайте в этой статье.
На кислородных баллонах должна быть дата последней проверки, в случае её просрочки нельзя начинать работы. Проверяйте напорные рукава (шланги) на наличие трещин и надежного крепления к редуктору, баллону и резаку.
Газорезчик должен пользоваться защитной спецодеждой, проводить резку в вентилируемых помещениях и обеспечить место резки первичными средствами пожаротушения (огнетушители).
Источник
Кислородно-пропановая резка металла
Самая распространённая операция с металлом – это его раскрой. И действительно:
- в ходе этой операции деталь «рождается» на заготовительном участке металлообрабатывающего производства;
- этой же операцией прекращается её практическое применение после утилизации;
- без неё не обходятся формообразование, ремонт и т. п.
В промышленности и быту применяется немало методов разрезания металла. Не последнее место среди них занимает газовая резка. Самую экономически выгодную, а потому и широко распространённую – кислородно-пропановую резку металла (далее – КПРМ), мы и обсудим в этой статье.
Резка металла кислородом и пропаном
Сначала разберёмся, как же вообще осуществляется разделение металла кислородом. Резка этим газом базируется на свойстве металла сгорать под действием струи этого газа, а точнее – температуры её горения. Далее, под действием её напора из реза удаляются образующиеся продукты горения.
Рассмотрим процесс подробнее. Он делится на два основных этапа:
- на первом – сплав разогревают до нужной рабочей температуры (при ней в струе кислорода воспламеняется металл). Для этого используется пламя горящей смеси подогревающего газа (ацетилена, пропана и т. п.) с кислородом;
- на втором – подается режущий кислород в виде узкой струи под высоким давлением. Он приводит к непрерывному образованию окислов металла по всей его толщине (металл «прожигается» насквозь). Резак перемещается и сжигает струёй кислорода металл, удаляя, по пути, продукты горения. В результате – образуется линия реза. Подогревающий газ применяется только до разогрева рабочей зоны на поверхности обрабатываемой детали до температуры горения металла. На втором этапе он не нужен (его перекрывают) – необходимый температурный режим поддерживается кислородом.
Кислородная резка, как следует из её определения, может применяться далеко ни ко всем металлам и сплавам. Она может осуществляться только тех из них, которым, под воздействием кислорода, присущи следующие свойства:
- температура их сгорания должна быть ниже, чем этот показатель при их плавлении;
- окислы металлов, образующиеся в процессе раскроя, должны иметь температуру плавления ниже этого показателя самого металла;
- количество выделяющегося в процессе обработки тепла должно быть достаточно для поддержания процесса постоянной кислородной резки;
- образующиеся в процессе обработки деталей шлаки должны быть жидкотекучими. Это обеспечит их лёгкое удаление из рабочей зоны;
- разрезаемые сплавы и металлы не должны иметь высокую теплопроводность. К ним относятся:
- низкоуглеродистые стали. Например, марок от 08 до 20Г;
- среднеуглеродистые стали. Например, марок от 30 до 50Г2;
- ковкий чугун.
ВНИМАНИЕ! С другой стороны, невозможно раскроить кислородной резкой высокоуглеродистые стали (у них в обозначении имеется буква «У»). Вызвано это тем, что температура их плавления близка к температуре пламени. Вследствие этого, окалина не будет выбрасываться с обратной стороны листа (в виде столбов искр), а будет смешиваться с расплавленным металлом по краям реза. Это не позволит кислороду «пробраться» вглубь металла и прожечь его. Разрезать чугун помешают форма зерен и графит между ними (исключением является ковкий чугун). Не поддадутся кислородной резке, также, алюминий, медь и их сплавы.
Выбираем горючий газ
При использовании для раскроя металла обычного газопламенного резака в качестве предварительного подогрева применяют как пропан, так и ацетилен. Тем не менее, в большинстве случаев, для резки применяется именно пропан. Основанием для такого выбора являются следующие причины:
- стоимость пропана значительно ниже ацетилена;
- меньшая взрывоопасность пропана. Существует возможность быстрого обнаружения утечек, т. к. в баллоны к пропану добавляют ртутьсодержащие добавки. Специфический запах этих добавок позволяет легко обнаруживать место утечки газа (разгерметизации). Кроме того, ацетилен требует значительно более тщательного соблюдения правил техники безопасности, что не всегда просто выполнить на слесарном участке;
- при проведении пропановой резки создаётся более узкая кромка среза, нежели при работе с ацетиленом; -резкий запах ацетилена создаёт дискомфорт и не всегда приемлем. Это особенно сказывается, если резка осуществляется в обычной мастерской, в которой трудятся и другие рабочие. Учитывая изложенное выше, предпочтение отдают пропану.
Оборудование кислородно-пропановой резки металла
Операция раскроя металла осуществляется газовым резаком. На рисунке приведено изображение этого инструмента и органы управления им (вентили).
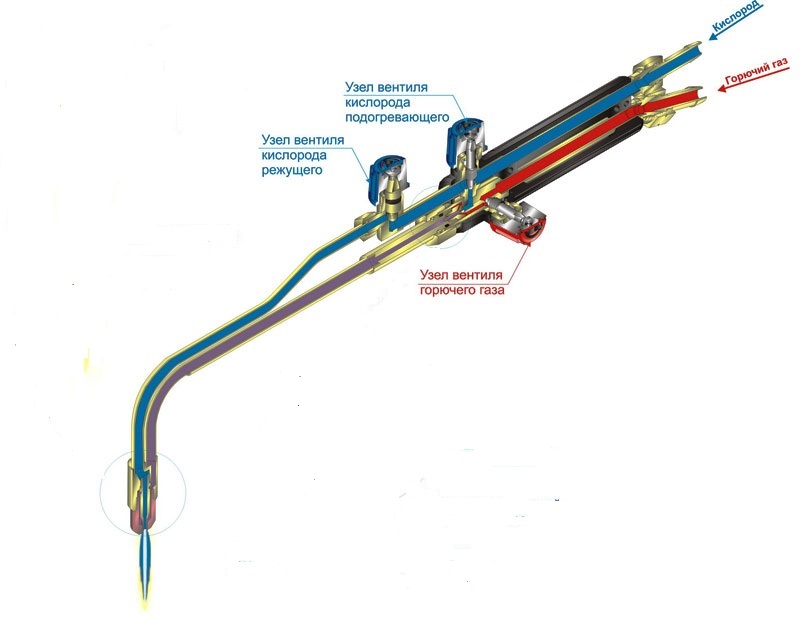
Устройство газового резака. Ист. http://rezhemmetall.ru/gazovyj-rezak-po-metallu.html.
Пояснение к рисунку. Резак состоит из следующих узлов:
- рукоятка с ниппелями для присоединения кислородного и газового рукавов;
- корпус с регулировочными пропановым и кислородным вентилями.
Конструкции газовых резаков разных производителей отличается незначительно. Обычно, на них имеется 3 вентиля:
- первый – для подачи пропана. Красного или жёлтого цвета;
- второй – регулирующего кислорода (для подогревающего пламени);
- третий – режущего кислорода. Все кислородные вентили синего цвета.
Практически все детали этого аппарата сменные. Поэтому, его в случае поломки, можно быстро отремонтировать прямо на рабочем месте. Самые распространённые резаки модели «Р1-01» или более мощные «Р2-01 и Р3-01П».
В общем случае, для раскроя металла газом требуется:
- по одному баллону пропана и кислорода. Баллоны должны быть укомплектованы газовыми редукторами. Следует иметь ввиду, что на баллоне с пропаном резьба обратная и навернуть на него кислородный редуктор невозможно;
- шланги высокого давления (кислородные);
- резак;
- мундштук нужного размера.
Необходимо правильно подбирать мундштук, и исходить при выборе следует из толщины металла. Например, если обрабатываемая деталь состоит из частей разной толщины 6…300 мм, то понадобятся мундштуки с внутренними номерами от 1 до 2 и с внешними – от 1 до 5.
При небольших объёмах производства и в быту используются мобильные посты, имеющие указанное оборудование.

Комплект мобильного оборудования для КПРМ. Ист. http://tutmet.ru/oborudovanie-mashina-stanok-gazovoj-rezki-metalla.html.
Подобные посты комплектуются всем необходимым от баллонов и резака до вспомогательных хомутиков.
На крупных производствах применяются автономные столы. Это газовое оборудование для резки металла в автоматическом режиме, которое, в большинстве случаев, производится без участия оператора. Наиболее известные из них «Смена», «Орбита», «Secator», «Quicky-E».
Станок «Старт-2» с ЧПУ для термической резки металла смесью горючего газа и кислорода. Ист. http://stanki-tvm.ru/produkciya/stanki-gazovoy-rezki-s-chpu.
Как резать
Приступая к работе, в первую очередь, необходимо продуть кислородом шланги, чтобы удалить попавшие туда мусор или грязь.
Во-вторых, проверьте наличие подсоса в каналах резака. Для этого необходимо на нём:
- подсоединить кислородный шланг к штуцеру кислорода (штуцер подогревающего газа должен остаться свободным);
- установить давление подачи кислорода 5 атмосфер и открыть на резаке газовый и кислородный вентили;
- проверить пальцем свободный штуцер, чтобы убедиться: идет ли подсос воздуха? Если нет, то следует прочистить инжектор и продуть каналы резака.
После этого они подсоединяются к аппарату:
- шланг для кислорода крепится к штуцеру с правой резьбой при помощи ниппеля и гайки;
- шланг для пропана – к штуцеру с левой резьбой тем же способом.
- проверить разъемные соединения на герметичность. Обнаруженные утечки устранить, подтянув гайки или сменив уплотнители;
- проконтролировать герметичность крепления газовых редукторов и исправность манометров.
Начинать газовую резку металла следует с удаления с его поверхности механическим способом ржавчины и прочих загрязнений. Обязательность этой операции вызвана следующим. При горении углерода образуется окись СО. Она, при взаимодействии с железом, повышает содержание углерода на его поверхности (особенно в месте реза). Это приводит к образованию закаленных структур в металле, которые будут неравномерно нагреваться. Что, в свою очередь, приведёт к появлению на краях этих структур механического напряжения и, как следствие, некоторому их укорочению. В результате: возникают деформации и образуются трещины. Механическая зачистка раскраиваемой поверхности позволяет избежать таких дефектов.
Далее, заготовку, лист или другую обрабатываемую деталь следует установить в такое положение, чтобы бала обеспечена свобода прохода струи режущего газа сквозь нее.
Устанавливаем на редукторах баллонов с газом рабочее давление. Обычно соотношение давлений подогревающего газа к кислороду – 1:10. Поэтому, выставляем, атм:
- на пропановом – 0,5;
- на кислородном – 5.
Дальнейшие действия имеют следующую последовательность:
- на резаке немного открываем пропан (на четверть оборота маховика вентиля или чуть больше) и поджигаем газ;
- упираем мундштук сопла резака в любой металл (желательно под наклоном) и медленно открываем регулирующий (подогревающий) кислород.
Будьте очень внимательны. Не перепутайте вентиль подогревающего кислорода с вентилем режущего газа.
- поочередно регулируя оба вентиля (открывая и закрывая их), добейтесь пламени нужной нам силы. Длина пламени (она же его сила) подбирается из расчета толщины металла: чем толще лист или другая раскраиваемая деталь, тем сильнее должно быть пламя. Соответственно, увеличивается и расход кислорода с пропаном. Когда пламя отрегулировано, то оно приобретает синий цвет и корону.
Теперь можно начинать обрабатывать металл (напоминаем, что обработка начинается с разогрева и далее – разделение):
- подносим сопло резака к краю металла и держим на расстоянии 5 мм от разрезаемой детали под углом 90°. В том случае, если лист или другое изделие необходимо прорезать не с краю, то разогревать металл следует начинать с той точки, от которой пойдет разрез. Разогреваем верхнюю кромку детали до температуры, °С: Т = 1000…1300 (величина параметра зависит от марки раскраиваемого металла и температуры его возгорания). Визуально это выглядит так, словно поверхность начала несколько «мокнуть». По времени разогрев продлится всего несколько секунд (до 10);
- когда металл воспламенится, открываем вентиль режущего кислорода. На раскраиваемую деталь подается мощная узконаправленная струя режущего кислорода. Вентиль резака следует открывать очень медленно. В этом случае кислород зажжется от разогретого металла самостоятельно, и это позволит избежать обратного удара пламени, сопровождающегося хлопком. Когда раскрой начался, то разогревающий газ (пропан) отключаем.
Важно! Начиная с этого момента и далее очень важно обеспечить непрерывную подачу режущего кислорода. В противном случае пламя может погаснуть, горение металла прекратится и придется всё начинать сначала (поджиг, настройка пламени, разогрев раскраиваемой поверхности и т. д.).
Тонкости в работе
На эффективность раскроя металла влияют два основных параметра:
Большое влияние на эти параметры оказывает качество подогревающего газа – пропана. Известно, что для обнаружения его утечек (этому уделяют большое внимание, т. к. пропан взрывоопасен, но не имеет запаха) его смешивают с другим газом – бутаном, который имеет специфический запах и при попадании в атмосферу легко идентифицируется. Нужно внимательно следить за его концентрацией, т. к. даже при наличии в пропане хотя бы 10% бутана процесс подогрева металла перед его разделением резко замедляется и производительность труда падает.
У пропана есть ещё одна особенность. При понижении температуры окружающей среды плотность пропана возрастает, а текучесть – соответственно, падает и он медленнее поступает к мундштуку горелки. Поэтому, кроме контроля над концентрацией бутана, необходимо осуществлять контроль температуры ёмкости, в которой он находится.
Кроме того, необходимо следить за давлением кислорода, т. к. это давление, в значительной степени, влияет на толщину и качество резки:
- недостаточно высокое давление:
- не позволит прорезать всю толщину металла;
- затруднит удаление окислов;
- слишком высокое давление:
- приведет к ухудшению качества реза;
- увеличивается расход газа.
Скорость резания металла технолог выбирает исходя из свойств металла. Проконтролировать её в процессе работы можно по выбросу искр и шлаков:
- если скорость выбрана верно, искры направлены вниз под углом 85…90°;
- при низкой скорости столб искр опережает движение резания;
- при завышенной скорости:
- наблюдается отставанием потока искр от резака;
- не происходит сквозного разрезания заготовки.
При раскрое толстого металла следует учесть, что режущая струя имеет форму конуса, который расширяется в нижней части. Это может привести к неприятным последствиям: повышению ширины реза и образованию снизу окалины. Чтобы избежать этого, необходимо увеличить подачу режущего кислорода, но при этом следует учитывать, что может:
- появиться окалина на верхней кромке реза;
- возрасти расход кислорода.
Производить раскрой металла следует не спеша, ведя струю кислорода вдоль заданной линии. Очень важно правильно выбрать угол наклона. Он должен составлять сначала 90°, затем следует иметь небольшое отклонение на 5…6° в сторону, обратную направлению резки. Однако, если толщина металла превышает 95 мм, можно допустить отклонение в 7…10°. Когда металл уже прорезан на 15…20 мм, необходимо изменить угол наклона до 20…30°.
Иногда возникает необходимость выполнить поверхностную или фигурную резку. Поверхностная резка (далее – ПР) заключается в том, что прорезают металл не насквозь, а лишь создают на его поверхности рельеф (прорезая канавки). В этом случае металл будет нагреваться не только за счет пламени резака, но и за счёт расплавленного шлака – растекаясь, он будет подогревать нижние слои металла. Начинается ПР, как обычная: нужный участок прогревается до температуры воспламенения. Далее, включаете режущий кислород и создаёте очаг горения металла. Равномерно перемещая резак, обеспечиваете процесс зачистки вдоль заданной линии реза, но резак в этом случае нужно расположить под углом 70…80° к обрабатываемой плоскости. При подаче режущего кислорода следует наклонить резак под углом в 17…45°. Схема обработки показана на рисунке.
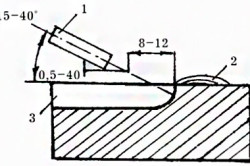
Схема поверхностной кислородной резки. Ист. http://1metallocherepica.ru/instrumenty/pravilnaja-rezka-propanom.html.
Размеры канавки (ширину и глубину) регулируют следующим образом:
- изменением скорости резки: увеличивая скорость – уменьшают размеры углубления;
- глубина канавки увеличится, если:
- возрастет угол наклона мундштука;
- уменьшится скорость резки;
- повысится давление кислорода;
- ширина канавки регулируется диаметром режущей кислородной струи.
ВНИМАНИЕ! Следует помнить, что глубина канавки должна быть меньше ее ширины примерно в 6 раз. В противном случае на поверхности образуются «закаты».
Фигурная резка выполняется следующим образом. Размечаем на листе металла контур. Следует иметь в виду, что:
- до начала самой резки следует сделать пробивку отверстий;
- при разметке окружности или фланцев следует отмечать центры этих окружностей.
Начинать раскрой всегда необходимо с прямой линии – это поможет получить на закруглениях чистый рез. Прямоугольник можно начинать резать в любом месте (кроме углов). В последнюю очередь вырезается наружный контур. Такая последовательность позволит вырезать деталь с наименьшими отклонениями от чертежа.
Расход кислорода и пропана при резке металла
Расход кислорода на резку металла рассчитывается по формуле:
- Рдет – объём необходимого для выполнения реза кислорода, куб.м;
- Н- нормативы расхода во время рабочего процесса, куб.м/м;
- L – общая длина реза выкраиваемой детали, м;
- Kh – коэффициент, учитывающий множество особенностей рабочего процесса, требующих расхода газа на:
- начальном этапе:
- продувка;
- регулировка;
- прогреве металла;
- процессе начала резки
- начальном этапе:
Коэффициент Kh, как правило, равняется:
- 1,1 – при единичном производстве;
- 1,05 – при промышленном (серийном) производстве.
Норма расхода кислорода «Н» на резку металла зависит от мощности оборудования и режима резки. Она высчитывается по следующей формуле:
- Н – норма расхода кислорода, куб.м/м;
- Р – допустимый расход газов, куб.м/час. Он указан в технических характеристиках используемого оборудования;
- V – это скорость разрезания металла, м/час.
Наиболее часто применяемые значения газового расхода (измеряемый в куб.м/час) по различным диапазонам скорости резки для некоторых типов оборудования, приведены в следующей таблице.
Таблица № 1
| Виды оборудования | Оптимальный диапазон разрезаемых толщин, мм | Диапазон скоростей резки, м/ч | Кислород | Ацетилен | Пропан |
| Ручной кислородный резак | 40 – 60 | 30 – 6 | 5,0 – 10,0 | 0,12 – 0,45 | 0,21 – 0,75 |
| Машинный кислородный резак | 5 – 300 | 40 – 5 | 2,5 – 25,0 | 0,2 – 1,2 | 0,32 – 2,04 |
Учитывая, что скорость раскроя и толщина обрабатываемого металла прямо зависят от допустимого расхода газа, то данные значения можно легко и просто определять интерполированием. Следовательно, можно укрупнено (оценочно) совершить вычисление расхода различных газов независимо от вида термической резки металлов. Для этого лишь необходимы:
- длина разреза;
- толщина металла;
- мощность оборудования.
Значение допустимого расхода (кислорода и пропана) берут из паспорта оборудования. Скорость резания находят в справочниках, которые содержат специальные таблицы или диаграммы, связывающие все исходные данные.
Соотношение кислорода и пропана при резке металла
Кислородная резка основана на сгорании металла в струе технически чистого кислорода. Из приведённого выше описания, вы знаете, что пропан в смеси с кислородом необходим только для разогрева обрабатываемого металла. Количество разогревающего газа зависит от многих факторов:
- марка стали;
- толщина материала;
- длина реза и т. д.
Дополнительными факторами, влияющими на расход, является:
- расход газа на начальном этапе резки:
- продувка;
- регулировка оборудования;
- зажигание и регулировка факела.
Рекомендуемые соотношения указываются в сопроводительной документации к конкретному оборудованию. Расчётные соотношение объёмов газа определяется по справочникам, которые содержат специальные таблицы и диаграммы, связывающие все данные. Эти параметры указываются в сопроводительной технологической документации. В процессе работы они могут корректироваться в ту или иную сторону.
Если у вас отсутствует указанная документация, то следует давление выставлять в соответствии с указанным выше соотношением. Обычно соотношение давлений подогревающего газа к кислороду – 1:10. Поэтому, выставляем, атм:
- на пропановом – 0,5;
- на кислородном – 5.
Расход пропана, кроме того, будет зависеть от количества и продолжительности прогревов.
Техника безопасности при работе с пропаном
При выполнении газовой резки металла необходимо строго соблюдать правила техники безопасности, т. к. эта работа сопряжена с определённым риском. Начнем с защитной (рабочей) одежды. Она должна в себя включать:
- огнеупорный костюм и краги для рук с такой же пропиткой;
- маску сварщика, сделанную из негорючего пластика с наголовником;
- рабочую обувь с высокими бортами.
Кроме того, рекомендуется использовать респиратор (что бы ни дышать дымами и пылью). Пренебрегать этой рекомендацией не стоит, т. к. может возникнуть ситуация, при которой толстый металл с первого раза не продуется. В этом случае расплавленные брызги (а это раскалённый металл!) могут упасть на человека.
Нельзя приступать к резке, если на газовых шлангах имеются трещины, разрывы или стыки. В случае острой необходимости допускается в стыке использовать трубки из алюминия или латуни. Однако лучше не рисковать и при первой возможности заменить их кондиционными шлангами.
ВНИМАНИЕ! Ни в коем случае не допускается использовать в стыках газовых шлангов стальные трубки, так как железо может дать искру и непредсказуемые последствия.
ПОМНИТЕ! Пропан – огнеопасен, а кислород – маслоопасен, т. е. при контакте кислорода с любым маслом произойдет взрыв. Поэтому, не прикасайтесь к кислородному баллону испачканными маслом рукавицами или одеждой. И ни в коем случае не оставляйте промасленную ветошь – всё убирайте в специально для этого предназначенные ёмкости.
Баллоны должны располагаться на расстоянии 10 м от рабочего места и в 5 м друг от друга. В процессе работы нельзя забывать следить за давлением газа в баллонах. Весь газ из баллона расходовать не допускается.
В процессе работы могут возникнуть внештатные ситуации.
Ни в коем случае не паникуйте!
Если у вас во время раскроя металла слетел со штуцера или оборвался кислородный шланг, то необходимо тут же перекрыть на резаке подачу пропана, а затем – закрыть оба баллона. Если при розжиге пламени и настройки резака неожиданно раздаётся хлопок и пропадает пламя, то следует просто закрыть вентили резака и разжигать пламя заново.
Преимущества и недостатки
Преимуществом КПРМ является низкая стоимость подогревающего газа – пропана, а недостатком – им под силу только низко- и среднеуглеродистые стали, а так же ковкий чугун. КПРМ выгодно использовать при больших объемах работ (резка стали на металлолом и т. п.). Обычная кислородная резка труб из хромистых и хромоникелевых сталей, а также из чугуна, меди и ее сплавов КПРМ практически невозможна. Для обработки этих деталей из этих металлов применяют:
- кислородно-ацетиленовая резка. Применение для подогрева ацетилена позволяет увеличить температуру разогрева и соответственно толщину обрабатываемых заготовок. Но при этом резко возрастает стоимость работ;
- кислородно-флюсовую резку. Этот способ заключается в том, что в струю режущего кислорода подается порошкообразный флюс. Этот материал предназначен для того, что бы, сгорая в кислороде, выделять в месте раскроя дополнительное количество тепла. Оно должно способствовать расплавлению тугоплавких окислов. Расплавленные окислы, в свою очередь, образуют жидкие шлаки, которые стекают и не препятствуют процессу резки. Основным компонентом этих флюсов является железный порошок марок ПЖ5М, ВМ, ВС и различные добавки (например, алюминиевый порошок);
- кислородно-дуговая (её также называют – газоэлектрическая) резка. Это такой способ резки, при котором металл, расплавляемый электрической дугой, непрерывно удаляется струей газа. В качестве газа могут быть использованы:
- сжатый воздух;
- кислород;
- азот и т. д.
Наибольшее распространение получила технология с применением сжатого воздуха. Это объясняется его наиболее низкой стоимостью. Воздушно-дуговую резку применяют для:
- выплавки дефектных сварных швов, раковин и трещин;
- V-образной подготовки кромок под сварку;
- разделительной резки углеродистых и легированных сталей, чугуна и цветных металлов.
Наиболее широко ее применяют для разделительной резки нержавеющей стали толщиной до 20…25 мм. Преимуществом этих видов резки является возможность расширения ассортимента обрабатываемых металлов, а недостатком – усложнение технологии и повышение стоимости.
Источник