Резка бронзы, латуни, алюминия на лазерном станке
В данной статье рассмотрим особенности резки плоских листов бронзы, латуни и алюминия на лазерном оптоволоконном станке. Для начала немного слов о преимуществе лазерной резки листовых металлических материалов. Уже давно ни для кого не секрет, что резка на лазерном оборудовании ЧПУ не имеет себе равных. Этот вывод базируется на следующих преимуществах:
- Отсутствие механического воздействия на материал
- Высокое качество поверхности реза
- Серьезная экономия материала
- Высокая скорость процесса
- Автоматизация процесса
- Возможность вырезания изделий любой фигурной сложности
- Тонкая линия реза
- Высокая точность
Но также наряду с явными преимуществами лазерная резка имеет и некоторые недостатки. Хотелось бы выделить два из них:
- Ограниченная толщина листа
- Необходимость использования подачи газа
В этой статье разберемся в какой газовой среде необходимо резать бронзу, латунь и алюминий, какие толщины поддаются лазерной резке.
Газ в зону резки лазерным лучом подается исходя из нескольких соображений:
- Удаления расплава из зоны резки
- Препятствие образованию плазмы
- Охлаждение краев разреза
- Препятствие окислению краев реза
Обычно при резке лазером используют несколько видов газа: кислород, азот, аргон, гелий и другие. Принципиально газы между собой делятся на активные и инертные. К активным относится кислород, к инертным азот, аргон и гелий. При выборе газа часто встает вопрос экономики, и здесь всегда выигрывает кислород, он дешевле остальных газов. Но при выборе кислорода нужно учитывать один факт: он способствует окислению металла в зоне реза. Отсюда следует вывод:
В следствии высокой склонности к окислению таких металлов, как бронза, латунь и алюминий резка на лазерном оборудовании должна производиться с подачей инертных газов.
Инертные газы создают среду в зоне работы лазера, препятствующую попаданию кислорода, что исключает возможность быстрого окисления этих металлов. Если лазерную резку алюминия, меди или бронзы производить в кислородной среде, то из за окислительного процесса кромка реза будет получатся неровной и с заусенцами, что вызовет необходимость механической обработки края реза.
На практике на производствах чаще всего используют газ азот. Он лучше всего подходит по экономическим соображениям. Как правило его использование позволяет достичь необходимого качества реза.
Перейдем к рассмотрению следующего момента. Выбор мощности лазерного излучения. При подборе мощности лазерного излучения для резки латуни, бронзы и алюминия необходимо учитывать один немаловажный факт:
Эти металлы обладают высокой теплопроводностью, то есть тепло быстрее распространяется по металлу от зоны резки, что усложняет нагрев металла в рабочей зоне лазерного луча.

Исходя из этого при резке этих металлов приходится подбирать излучение повышенной мощности по сравнению со сталями. Минимальная мощность должна быть не менее 500 Ватт. С резкой данных металлов позволяют справиться современные оптоволоконные лазерные станки, ярчайшим представителем которых является производитель BODOR. Эти современные станки позволяют генерировать мощность излучения в несколько тысяч киловатт, что дает возможность качественной резки бронзы, латуни и алюминия на хороших скоростях.
И вот встает ещё один существенный вопрос: как правильно выбрать скорость резки данных металлов при заданной мощности оптоволоконного лазера и толщине разрезаемого металла. Для этого мы свели скоростные параметры в табличный вид. В таблице 1 можно увидеть параметры для латуни и бронзы, в таблице 2 для алюминия в зависимости от мощности лазера и толщины листа.
Таблица 1. Скорость резки латуни и бронзы.

Таблица 2. Скорость резки алюминия.

Измерения скоростей реза производились на оптоволоконных лазерных станках BODOR с диаметром сопла 1,5 мм.
Источник
Что важно знать про пильные диски по алюминию (пластику), стали и мультиматериалам.

Что важно знать про пильные диски по металлам (алюминию и сталям)
Много разной информации можно без проблем найти о пильных дисках по дереву (это самый популярный материал для распиловки). Но, например, для распиловки металлов (цветных материалов и стали), к сожалению информации не так много. Мы решили не только проинформировать об основных моментах при выборе или эксплуатации пильного диска по алюминию, но и протестировать их – сравнить между собой.
Начнем с того, что пильные диски не имеют жестких стандартов, в отличие от других расходников. Здесь правят бал производители инструментов, от них и «пляшут» размеры и виды пильных дисков в первую очередь. Итак, пильные диски по металлу можно эксплуатировать на ручных циркулярных пилах, на торцовочных машинах и на стационарных или переносных распиловочных станках. Так как распиловка металлов в большинстве своем — удел профессиональных пользователей, соответственно и к размерам и качеству распиловки предъявляются другие требования. Именно в категории пильные диски по алюминию и стали наибольшим спросом и лучшей репутацией пользуются европейские и мировые бренды и ограниченный список Российских брендов. Вот их не полный список.

Если быть точными, то и заводов, которые могут реально производить качественные пильные диски постоянно, не больше 5-10 компаний в мире. Известные марки, как правило, производятся именно на этих заводах, что почти на 100% гарантирует стабильно высокое качество продукта.
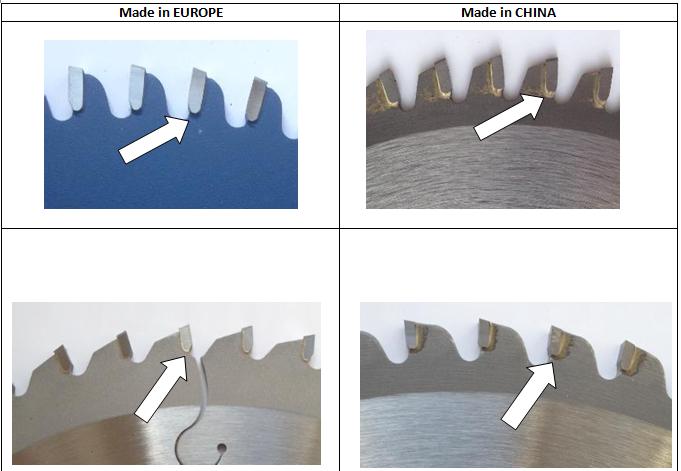
Про пильные диски и их особенности, мы публиковали статью в одном из предыдущих журналов, важно отметить, что практически производство расположено или в Европе или в Китае. Качество однотипных по стандарту пильных дисков практически одинаковое, тем не менее, их достаточно просто отличить, в первую очередь по качеству сварки твердосплавных пластин к самому телу диска. Это видно не вооруженным взглядом, впрочем, на качестве соединения это не сильно отражается, по нашим тестам это видно.
Материал для распиловки. По своей структуре алюминий, жесткий пластик, пластмассы, плексиглас отличаются минимально, поэтому пильные диски по алюминию отлично подходят для распиловки указанных материалов. Тем не менее, важно при выборе понимать, что мы хотим распилить – полую заготовку или массивную.
Соответственно, некоторые производители на упаковке указывают, для каких именно заготовок (полых или массивных) наилучшим  образом подходит тот или иной пильный диск. Например, ТМ ПрофОснастка, указывает, что для массивных заготовок можно использовать пильные диски с наименьшим количеством зубьев и наоборот, для пиления полых и тонкостенных заготовок наилучшим образом подойдут пильные диски с наибольшим количеством зубов. Именно от этого будет зависеть качество распиловки.
образом подходит тот или иной пильный диск. Например, ТМ ПрофОснастка, указывает, что для массивных заготовок можно использовать пильные диски с наименьшим количеством зубьев и наоборот, для пиления полых и тонкостенных заготовок наилучшим образом подойдут пильные диски с наибольшим количеством зубов. Именно от этого будет зависеть качество распиловки.
 Количество зубьев. Это важный момент, который является простой стандартной логикой – чем больше зубьев, тем выше качество реза, соответственно выше стоимость пильного диска, так как стоимость самого пильного диска формируют, прежде всего, твердосплавные пластины – именно они отличаются по стоимости в зависимости от производителя и от их размера. В стандартной логике — чем толще пластина, тем на большее количество резов ее хватит, при условии, что сам пильный диск рассчитан на соответствующий ресурс. Многие затачивают пильные диски. Важно, что делать это качественно можно только на соответствующих станках, но обычно стоимость заточки, практически приближается к стоимости нового пильного диска (кроме кругов большого диаметра для индустриальной распиловки).
Количество зубьев. Это важный момент, который является простой стандартной логикой – чем больше зубьев, тем выше качество реза, соответственно выше стоимость пильного диска, так как стоимость самого пильного диска формируют, прежде всего, твердосплавные пластины – именно они отличаются по стоимости в зависимости от производителя и от их размера. В стандартной логике — чем толще пластина, тем на большее количество резов ее хватит, при условии, что сам пильный диск рассчитан на соответствующий ресурс. Многие затачивают пильные диски. Важно, что делать это качественно можно только на соответствующих станках, но обычно стоимость заточки, практически приближается к стоимости нового пильного диска (кроме кругов большого диаметра для индустриальной распиловки).
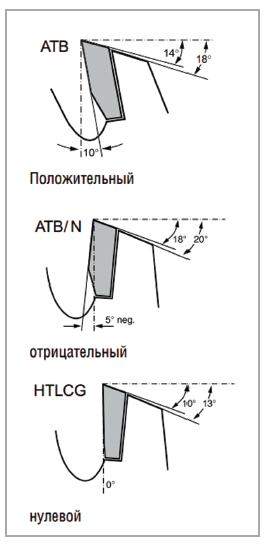
Углы и типы зубьев.
Результат пиления зависит от простых факторов форма зуба, углы наклоны, количество зубьев. Других вариантов нет, в зависимости от выбора комбинаций трех факторов – получаем результаты на выходе. Угол наклона может быть отрицательный N (-), положительный Р (+) и нулевой, без наклона. Пильные диски с отрицательным углом дают максимально чистый качественный пропил в комбинации с максимальным количеством зубьев, и наоборот, положительный угол наклона дает при распиловке максимальную скорость пиления, но вместе с наименьшим количество зубьев, качество распила будет значительно хуже.
Источник
Чем лучше резать латунь? Ну проксоном.
есть листы разной толщины, брусочки, пруты.
Наделал пилькеров, жетон на ошейник собаки. а алмазный кружочек тогось — ну стёрси.
В принципе доволен. и рез супер и этта. но может что есть интереснее? И не дорогое?
болгарка. имхо бормашиной извращение. Сегодня форедомом резал, фрезой дисковой твердосплавной. Грызет бодро, но не то. Болгарка рулит.
ушм. с 0,9 мм диском не совсем то при малых масштабах, да, я понимаю, что диск там стоит копьё, что. что.
Уж латунь-то,ёлы-палы,от зубила-до гидрорезки. Но
болгарка. имхо бормашиной извращение
ыыыыыы блеать.
Задача — именно проксон.
Почему? Потому что не шумно, акуратно нежно и в мелком масштабе.
Ну что такие трудные.
у меня есть ТРИ (3) ((III)) ушм, две от Bosch одна от блекдекера, биг мелиум и смол.
Диски разные.
Я не туда зашёл?)))
а алмазный кружочек тогось — ну стёрси.
Брать диск лугаобразиб потоньше (из доступных)и вырезать из него диски для проксона. циркулем размечаете, центральное отверстие пробиваете саморезом (черным), края обламываете кусачками, ровняете на быстрорезе.
TRYP
Брать диск лугаобразиб потоньше (из доступных)и вырезать из него диски для проксона. циркулем размечаете, центральное отверстие пробиваете саморезом (черным), края обламываете кусачками, ровняете на быстрорезе.
ща покуру и грибоф поем и осмыслю.
TRYP
Брать диск лугаобразиб потоньше (из доступных)и вырезать из него диски для проксона. циркулем размечаете, центральное отверстие пробиваете саморезом (черным), края обламываете кусачками, ровняете на быстрорезе.
какой толщины латунь?
до 6 мм лист непринужденно режется ювелирным лобзиком с минимальным шумом и максимальной точностью
толще тоже режется, но уже не так задорно.
Как-то пруток 30мм резал на пятаки электролобзиком (ничего другого не было). Режется, но не очень точно.
я предложу свой опыт..надо было разрезать большоей лист латуни..больгарки не было под рукой, но был электролобзик с пилкой по металлу..разрезал быстро, без напрягов, без особой пыли.
Лобзик, лучше электро, рез ровнее чем болгаркой, меньше отходов, возможность криволинейного раскроя заготовки.
С уважением
Лобзик у Вована есть. зело кошерный. а вот пилок по металлу помниться не было 😊
хотя могу ошибаться. не помню что в акционный набор входило.
пилки к примеру такие подойдут
http://dominstrumenta.ru/product_info.php?cPath=219_839&products_id=14089
есть лобзик, листы от 3 мм толщиной до 10. пруток — 5-ка.
Есть полотна по металлу.
Как высечкой работает. Не то.
Электролобзик стационар, обороты на минимум, ювелирные пилки и периодически на полотно жидкое масло. Сказочный вариант, режет почти идеально. А бормашиной — это от безысходности. Разве что цилиндрическим тонким бором, от диска рез ИМХО не аккуратный
А я, как лох — тонкую (до 3мм) — зубильцем, толстую — ножовкой по металлу 😞
Ножовкой-то неплохо, вот только современные полотна очень часто начинает уводить в сторону от намеченного пропила, уж слишком их сейчас погано штамповать начали 😞
топикстартеру делать нечего. лобзик есть,болгарка есть,ножовка есть,зубило есть,диски на бормашину алмазные,отрезные армированые/неармиррваные тоже наверное есть.
а все не то,подайте эдакое.
могу предложить еще электроэрозионку,гидрорезку, лазерную резку.
ах да,можно еще гильотиной порубить.
еще что? зубами откусить.
Ножовкой-то неплохо, вот только современные полотна очень часто начинает уводить в сторону от намеченного пропила, уж слишком их сейчас погано штамповать начали
ДокВВ
топикстартеру делать нечего. лобзик есть,болгарка есть,ножовка есть,зубило есть,диски на бормашину алмазные,отрезные армированые/неармиррваные тоже наверное есть.
а все не то,подайте эдакое.
могу предложить еще электроэрозионку,гидрорезку, лазерную резку.
ах да,можно еще гильотиной порубить.
еще что? зубами откусить.
Я думаю, что не хорошо думать, что ты лучше всех.
Вот я сейчас наделал пилькеров из латунного прутка, рез аккуратный, углы не ведёт, работает тихо, отходов мало и всё на столе под газеткой.
Был задан вопрос чиста про проксон, я ещё раз обращаю внимание на это.
Из тристадохера просмотров — один ответ по существу — делать диски самому. Остальное — вариации — а я знаю а я вот этим.
Это первая причина, по которой я перестал ходить в домашнее хозяйство.
Наверное и сюда тоже не имеет смысла)
Пойду посижу на профильных)))
froghunter
Уж латунь-то,ёлы-палы,от зубила-до гидрорезки. Но
TRYP
Брать диск лугаобразиб потоньше (из доступных)и вырезать из него диски для проксона. циркулем размечаете, центральное отверстие пробиваете саморезом (черным), края обламываете кусачками, ровняете на быстрорезе.
Питерсхбуржец — с меня пузырь тебе лично! Как ответившему по-существу.
КромешНИК
Лобзик, лучше электро, рез ровнее чем болгаркой, меньше отходов, возможность криволинейного раскроя заготовки.
С уважением
как прикрепить лобзик к проксону?
kalmuik
А я, как лох — тонкую (до 3мм) — зубильцем, толстую — ножовкой по металлу 😞
Попробуйте зубилом. Опубликуйте результат.
Выпустите самоучитель — я малицца на него буду.

Вовчег, сгоняй на савёлу, там есть пав А80 по моему. Клотильда знает где. рядом с ТДИ, там ещё бензопилами Штиль торгуют.
там есть дешовые расходники типа отрезных дисков. на сотку выдадут банку дисков.
что касается раскроя латуни, то мож прикупишь вот такой диск и попробовать раскраивать им?.
есть листы разной толщины, брусочки, пруты.
Наделал пилькеров, жетон на ошейник собаки. а алмазный кружочек тогось — ну стёрси.
В принципе доволен. и рез супер и этта. но может что есть интереснее? И не дорогое?
Из тристадохера просмотров — один ответ по существу
Попробуйте зубилом. Опубликуйте результат.
Выпустите самоучитель — я малицца на него буду.
алхимик
Из тристадохера просмотров — один ответ по существу — делать диски самому. Остальное — вариации — а я знаю а я вот этим.
алхимик
Выпустите самоучитель — я малицца на него буду.
Очень приятный собеседник. Мастера, наивный народ, заглотили, кинулись помогать советами.
kalmuik
На заведомо неверно поставленный вопрос Вы получили соответствующий ответ.
kalmuik
У Вас наверное сегодня плохое настоение но это ещё не повод выплёскивать его не незнакомых людей, которые Вам лично ичего плохого не сделали. Когда-то я Вас уважал за Ваши посты
zmeya
Очень приятный собеседник. Мастера, наивный народ, заглотили, кинулись помогать советами.
Serjant
что касается раскроя латуни, то мож прикупишь вот такой диск и попробовать раскраивать им?.
А за какие именно посты можно спросить
А за какие именно посты можно спросить
kalmuik
Казбек респектище. Я так интеллигентно не могу.
Алхимик, а чем штатные проксоновские диски не устраивают? Они достаточно тонкие. Алмазом жрать латунь ИМХО дурное занятие, из-за высокой вязкости алмазы из связки выдергиваются аж бегом (потому и диск быстро садится). Кстати, но фотке вверху листа материал, больше похожий на бронзу. Вот ее алмазом еще можно грызть, она пожестче. А разрезные алмазные диски лучше брать в медтехнике, там попадаются ОЧЕНЬ тоненькие, да и алмаза на них побольше, чем на технических (и служат дольше, проверено)
И еще, обороты — не выше половины от максималки. Тогда меньше перегрев и нет риска зажима диска
Диски для проксона проще из тонкого болгарочного диска в сверлильном станке корончатым сверлом по стеклу /керамике вырезать .Центральное отверстие -шилом трех/четырёхгранным. По поводу дисков алмазных на Савёле хорошие алмазные диски стоят значительно дороже чем Сержант заявил.
Диски для проксона проще из тонкого болгарочного диска в сверлильном станке корончатым сверлом по стеклу /керамике вырезать .Центральное отверстие -шилом трех/четырёхгранным. По поводу дисков алмазных на Савёле лучше брать в двух следующих палатках.Хорошие алмазные диски стоят значительно дороже чем Сержант заявил.
Val13
Алхимик, а чем штатные проксоновские диски не устраивают? Они достаточно тонкие. Алмазом жрать латунь ИМХО дурное занятие, из-за высокой вязкости алмазы из связки выдергиваются аж бегом (потому и диск быстро садится). Кстати, но фотке вверху листа материал, больше похожий на бронзу. Вот ее алмазом еще можно грызть, она пожестче. А разрезные алмазные диски лучше брать в медтехнике, там попадаются ОЧЕНЬ тоненькие, да и алмаза на них побольше, чем на технических (и служат дольше, проверено)
hunter1957
Хорошие алмазные диски стоят значительно дороже чем Сержант заявил.
В теме про гравёр -300 рублей ведро .
Кстати, в той же медтехнике бывают абразивные армированные диски. Они вполовину тоньше тех, которые получаются из самого тонкого диска из болгарки. И прочность у них весьма высокая, не как у керамики.
И еще, основная причина преждевременного износа алмазных дисков (если это не фуфло, естественно, те понятно, почему сыпятся) это биение на оправке. У них практически у всех диаметр отверстия больше диаметра зажимного винта. Соответственно, точно их поставить почти не реально. Касание материала при работе происходит только небольшим участком, он и изнашивается. Ну а дальше — отслоение подложки и т.п. Есть очень простой способ с этим бороться. На зажимной винт под самую шляпку подматывается немножко обычной нитки, совсем чуть-чуть. Соответственно, диск садится на нитяной конус и радиальное биение исчезает. А если перед этим аккуратно отторцевать плоскость оправки (на оборотах узким штихелем), то исчезает и боковое биение диска. В результате его ресурс возрастает буквально в разы
Самый тонкий диск болгарки 0.6мм .Диски большие в медтехнике брал если не ошибаюсь по 15 рублей штука.
Источник