О роли литейных связующих в литейном производстве.
В литейном производстве применяют специальные вяжущие добавки, которые принято называть литейным связующим.
Выбор и разработка связующих для литейных формовочных и стержневых смесей базируется на необходимости обеспечения комплекса технических, технологических, санитарно-гигиенических и экономических требований к литейной форме.
Общего, единого, критерия оценки выбора связующего для литейных формовочных и стержневых смесей нет и, видимо, быть не может, так же как не может быть создано универсальное связующее для литейного производства, пригодное для любого технологического процесса литья и любого металла.
Однако задача оптимизации состава связующего может быть в некоторой степени конкретизирована, если ее сформулировать, например, для ведущего технологического процесса — литья в разовые формы.
В этом случае из многообразия требований, определяющих пригодность связующего для практического использования, можно выделить следующие: обеспечение требуемой прочности формы (стержня) в заданные сроки; санитарно-гигиенические требования при изготовлении формы и при заливке металла; легкая выбиваемость смеси после заливки металла; возможность регенерации отработанной смеси.
Как правило, соответствие связующего именно этим четырем требованиям (с учетом экономического фактора) делает его перспективным для реализации в промышленности.
Три основных вида литейных связующих
Существуют на три основных типа литейных связующих, разрабатываемых для легковыбиваемых смесей:
I тип связующих — высокопрочные связующие, обеспечивающие требуемый набор прочности формы (стержня) при низком содержании их (менее 3%) в составе смеси.
В этом случае даже крайне неблагоприятные свойства самого связующего (например, низкая температура плавления или интенсивное твердофазное спекание с кварцем) не могут перевести смесь в разряд трудновыбиваемых вследствие низкой концентрации нежелательных контактов кварц — связующее.
При таких условиях сохраняются основные ценные свойства кварцевого песка —высокая огнеупорность, низкая спекаемость вплоть до температур заливки металла.
На требования проявления высоких значений вяжущих свойств (прочности) накладывается также требование быстрого нарастания прочности — получения конечного значения прочности за короткое время.
Минимальное содержание связующего, обеспечивающее возможность придания необходимой конфигурации изделиям в процессе формовки при заданной прочности и качестве поверхности, позволяет сохранить такие определяющие свойства заполнителя, как его огнеупорность, термостойкость, газопроницаемость в процессе эксплуатации готовой формы и на заключительном этапе —легкую выбиваемость отливок (освобождение от форм) вследствие малой спекаемости заполнителя.
При применении связующих I типа из-за малой их концентрации в составе смеси на второй план отступают такие свойства связующего, как его легкоплавкость, взаимодействие с наполнителем и др.
II тип связующих — так называемые высокоогнеупорные связующие, характеризующиеся появлением расплава при высоких (свыше 1400 °С) температурах, а также отсутствием низкоплавких эвтектик с кварцевым наполнителем.
В случае применения таких связующих обеспечивается «химическая индифферентность» связующего по отношению к кварцевому наполнителю, наполнитель существенно не спекается со связующим и легко выбивается после охлаждения формы.
Примером разработки этого типа связующих могут, быть связующие на основе низкоосновных алюминатов кальция, характеризующиеся температурой появления расплава выше 1450 °С при нормальной огнеупорности связующего больше 1600 °С, а также разработка высокоизвесткового связующего с еще большей огнеупорностью (рассматривается ниже).
III тип связующего — так называемые терморазупрочняющи-еся связующие, т. е. связующие, снижающие свою прочность при нагреве (в рассматриваемом случае при заливке металла) и при последующем охлаждении.
Причины такого разупрочнения могут быть разные: термическая диссоциация гидратных фаз (например, кристаллогидратов), высокотемпературный полиморфизм отдельных соединений связующего, образование при высоких температурах новых соединений.
Во всех случаях протекание этих реакций приводит к снижению прочности контактов связующее — наполнитель, их разрыхлению и, как следствие, к созданию условий для легкой выбивки.
Роль жидкого стекла в производстве как литейного связующего
Из применяемых в литейном производстве неорганических связующих главенствующая роль принадлежит жидкому стеклу.
Широкое распространение жидкого стекла в литейном производстве связано с возможностью достижения требуемых технических свойств форм и стержней при его применении, а также недефицитностью этого связующего.
Основная область использования жидкого стекла в литейном производстве — это его применение в качестве связующего в составе форм и стержней для ведущего технологического процесса — литья в разовые формы. В литейном производстве жидкое стекло используют также для приготовления противопригарных красок и для литья по выплавляемым моделям.
Для различных формовочных смесей в литейном производстве применяют натриевое жидкое стекло со следующими характеристиками:
1. Высокомодулыюе жидкое стекло с силикатным модулем и = 2,7+3,0 и выше для смесей ЖСС, плотность стекла — 1400+1420 кг/м3.
2. Среднемодульное жидкое стекло с силикатным модулем п = 2,5+2,7, плотность стекла—1480+1520 кг/м3 для стержневых смесей по «СОг-процессу».
3. Низкомодульное жидкое стекло с силикатным модулем « = 2,15+2,30, плотность— 1480+1520 кг/м3 для формовочных смесей типа ФБС.
Использование стекла жидкого в качестве связующего для литейных форм и стержней основывается на процессах отвердевания жидкого стекла, сопровождающихся проявлением адгезионных свойств к огнеупорному наполнителю (кварцевый песок или другие огнеупорные пески).
Такое отвердевание жидкого стекла может осуществляться при естественном (на воздухе) или искусственном (нагрев, продувка теплым воздухом) высушивании смеси или за счет введения специальных химических добавок — отвердителей жидкого стекла.
Песчанно глинистые смеси
Для изготовления форм чаще всего применяют песчано-глинистые смеси. Основное их преимущество — низкая стоимость материалов и возможность многократного использования оборотной смеси, основной недостаток — необходимость подсушки, а в ряде случаев и полного высушивания формы.
В качестве связующего используют обычно бентонитовые глины, содержащие монтмориллонит AI2O3 • 4Si02 • Н2О, а также каолинит AI2O3 • 2Si02 • 2Н2О.
Примерный состав смеси: оборотная смесь —90-95%; кварцевый песок — 5-10%; глина —2%. Способ изготовления сырых форм — уплотнение с помощью прессования, встряхивания и т. д. В некоторых случаях в состав песчано-глинистых смесей вводят дополнительно связующее (жидкое стекло, органическое связующее). Формы сушат в камерных сушилках, с помощью переносных горелок, а также горячими газами, горячим воздухом, током высокой частоты и др.
Песчано-цементные смеси изготавливают из кварцевого песка и портландцемента (10%), вода в смесь добавляется в количестве 10%.
Поскольку основной недостаток таких смесей — медленный набор прочности, то в их состав вводят добавки-ускорители твердения: хлориды, алюминат натрия.
Твердение смесей обусловлено образованием гидросиликатов, гидроалюминатов и гидроферритов кальция, как и в случае формирования строительных изделий на портландцементе. Разработаны составы формовочных смесей с использованием безгипсового портландцемента (молотого клинкера), а также быстротвердеющего цемента, содержащего сульфоалюминаты кальция.
Перспективность использования фосфатных вяжущих для литейных формовочных и стержневых смесей определяется высокой прочностью таких вяжущих, быстрым нарастанием прочности, низким содержанием воды, в том числе связанной, нетоксичностью, сравнительной доступностью исходного сырья и удовлетворительными экономическими показателями.
Хорошие вяжущие свойства и огнеупорность фосфатных систем являются предпосылкой для создания легковыбиваемых смесей с невысоким содержанием в них (1,5—3,0%) связующего. Исходный уровень свойств фосфатных связующих должен обеспечивать формовочной смеси живучесть от 1 до 120 мин., прочность при сжатии через 24 ч —0,8-1,5 МПа при соответствии требованию разупрочнения смеси после заливки металла.
В настоящее время применяют два типа фосфатных цементов в составе формовочных смесей: железофосфатные и магнийфосфатные.
Железофосфатные смеси содержат в качестве твердого порошкообразного компонента окалину—отход от кузнечных и прокатных производств (смесь оксидов железа различной степени окисления FeO, РегОз, FesCU и ортофосфорную кислоту в качестве жидкости затворения).
Твердение таких систем за счет образования фосфатов железа различного состава является основой разработки самотвердеющих смесей.
Типовой состав формовочной смеси на желе-зофосфатном вяжущем с кварцевым заполнителем включает 5—5,5% окалины, 7,5-8% Н3Р04 (у =1,32 г/см3), 0,5-0,6% пенообразователя.
Подготовка окалины состоит в ее прокалке (для удаления масел) и тонком размоле, в качестве ортофосфорной кислоты рекомендуют применять термическую кислоту как более стабильную по составу и свойствам.
Высокая экзотермия реакции взаимодействия оксидов железа с ортофосфорной кислотой при большой массе промышленного замеса приводит к недопустимому сокращению сроков живучести смеси. Совершенствование состава смесей на железофосфатной связке и их свойств, прежде всего живучести, связано с модифицированием состава затворителя (ортофосфорной кислоты) за счет введения добавок.
Магнийфосфатные формовочные смеси содержат в качестве связующего (порошкового компонента) оксид магния, образующий с ортофосфорной кислотой прочный камень при быстром нарастании прочности и сравнительной доступности магнезиального сырья.
Оксид магния используется в виде магнезита, как спеченного, так и плавленного. Ориентировочный состав смеси: огнеупорный заполнитель — 96-98%, MgO — 1,5-ь2,0% ортофос-форная кислота — 2%. Основные свойства формовочных смесей на магнийфосфатном связующем: живучесть —8-г 15 мин, осыпаемость — менее 0,2%, прочность через 24 ч — 2 МПа, остаточная прочность после прогрева при 1000 °С —менее 0,2 МПа. Для регулирования живучести и прочности смеси в ее состав вводят специальные добавки. Разработанные формовочные смеси на фосфатных связующих прошли успешное опробование и применяются в литейных цехах машиностроительных заводов.
Формовочные смеси для литья по выплавляемым моделям. Изготавливают чаще всего с использованием в качестве связующего этилсиликата.
Этилсиликат (тетраэтоксисилан) — прозрачная или слегка окрашенная в желтовато-зеленоватый цвет жидкость с запахом эфира. Его получают при взаимодействии четыреххлористого кремния с этиловым спиртом: SiCl4+4C2H5OH -> (C2H50)4Si+4HCl
В результате гидролиза этилсиликата образуется гель крем-некислоты, который и обеспечивает проявление вяжущих свойств системой.
Литейное связующее применяется
— в качестве связующего материала для формирования изложниц для литья, добавки к противопригарным краскам;
— в качестве пластификатора цемента и связующего материала;
— для регулирования параметров буровых растворов;
— при изготовлении песчаных стержней машинной и ручной формовки, для изготовления форм и форм в литейном производстве, отливок из чугуна, стали и цветных сплавов;
— для литья алюминиевых и магнитных сплавов, тонкостенных чугунных отливок, для укрепления грунтов в строительстве.
Наша Компания является одним из ведущих дистрибьюторов литейных связующих, а так же других огнеупорных материалов.
Продажа огнеупоров — стабильная и многолетняя деятельность нашей Компании.
У нас представлен широкий ассортимент огнеупорных материалов высокого качества различных видов и марок по приемлемым ценам, с которыми Вы можете ознакомиться в каталоге продукци на нашем сайте.
Акции
Уважаемые клиенты! Компания «ОгнеупорЭнергоХолдинг» рада сообщить что сохранит цены прежними на продукцию со склада! Спешите приобрести до 1.05.2021.
Источник
Состав формовочной смеси для литья алюминия
Литье в песок + глина в домашних условиях
 BonnFactory 9 мая 2017
BonnFactory 9 мая 2017- Самоделки и поделки из металла своими руками
 BonnFactory 9 мая 2017
BonnFactory 9 мая 2017 
Всем привет! Хочу поделиться с вами своим опытом литья в песчано-глиняную форму.
В прошлый раз (вы можете найти эту статью в моем профиле) я лил алюминий по выжигаемой модели, т.е. вырезал модель из пенополистирола и просто засыпал песком. И некоторые из вас подметили, что к процессу я отнесся довольно небрежно. Все верно, целью было просто опробовать технологию и я совсем не заморочился с качеством отливки. Признаю это. В этот раз я постараюсь сделать все более аккуратно. Весь процесс с пояснениями есть на видео, но я так же распишу все сейчас и в текстовом формате. Поэтому, приятного просмотра и прочтения!
Многие кустарные источники пишут, что нужно смешать то-то и то-то «по вкусу», т.е. предлагают выяснять все опытным путем. Это неплохой для понимания, но долгий для получения результата процесс. Поэтому я нашел неплохой учебник-методичку по художественному литью в песок ( «Художественное литье: учебное пособие для учащихся средних профессионально-технических училищ» , Борис Никитич Зотов, 1982 г.). Я не претендую на какой-то профессионализм. Нет-нет! Это вообще моя первая отливка по технологии из этого учебника. Я тот еще кустарь, поэтому, все советы и обоснования ошибок от вас я приму с честью и буду рад, если вы поправите меня! Да и дочитал я лишь до части формовки смеси. Уже после отливки выяснил пару моментов по расплаву и термической обработки отливки…
Из инструментов и прочего нам понадобится:
- емкость для смешивания всего и вся;
- мешалка (тут можно обойтись и руками, но если она у вас есть- хорошо);
- заранее изготовленные рамки для формовки, чтобы половинки формы ровно стыковались без смещения;
- печка;
- сито для просеивания песка и глины;
- мерный стаканчик, либо глаз-алмаз;
- кисточка для нанесения талька и очистки формы;
- модель, которую будем отливать;
- пара отрезков труб или банок или чего угодно диаметром 80-100 мм и высотой 50-80 мм (для формовки литников, тут так же можно обойтись и руками- слепить бублик, но с банками будет аккуратнее и проще =)
- тонкостення трубка диаметром 20+- мм. для формовки литников;
- слесарный инструмент для обработки отливки;
(список собрался довольно емкий, но все инструменты пустяковые и большая их часть может найтись в хозяйстве).
Необходимые в процессе материалы:
- сам металл под заливку (в моем случае алюминий);
- песок кварцевый (речной тоже подойдет, но форма будет менее прочной);
- бентонитовая глина;
- вода;
- тальк угольная пыль графит.
Для изготовления формовочной смеси нам понадобится:
- просеянный кварцевый песок в количестве, чтобы можно было заполнить нашу форму и литники. Примем песок как целую часть- единица (1) или 100% для удобства расчета;
- бентонитовая глина. Ее нам понадобится 0.15-0.20 (15-20%) от общей массы песка;
- вода. Влажность смеси должна оставлять около 0.06 (6%) от общей массы песок+глина (да-да, брал песок за целую часть, а теперь уже целая часть это песок+глина).

Сперва смешиваем просеянный песок с просеянной глиной.
Хорошо смешиваем на сухую. Иначе, если делать это одновременно с водой, вы намучаетесь в попытке разбить комки сырой глины.
Для увлажнения смеси удобно пользоваться распылителем. Он позволит равномерно распределить влагу, но если его нет, то просто добавляйте воды по чуть-чуть.
Уделите достаточно времени для перемешивания смеси. Она должна получиться однородной и быть полностью смочена водой (тех 6 процентов с лихвой хватит на это)


После того, как все смешно, наша смесь почти готова к формовке! Нужно лишь дать ей настояться , для того чтобы влага распределилась равномерно. Оставьте в покое смесь на 1 час или даже 2. Этим эта смесь и хороша — она проста в изготовлении и никуда спешить не нужно и в случае несоблюдения пропорций, всегда это можно исправить досыпав недостающей части песка или глины.
По прошествии часа, смесь значительно изменяет свои свойства в лучшую сторону- меньше липнет к рукам и хорошо сохраняет форму, если сжать горстку в кулак (Это, кстати, народный способ проверить качество смеси- возьмите горстку получившейся смеси в руку и сожмите ее. А когда разожмете руку, то смесь должна повторить изгибы пальцев и ладони. После чего попробуйте сломать ее пополам. Если комок сломается ровно пополам и не рассыпется — это то. что нам и нужно)
Теперь переходим к процессу формовки.


Устанавливаем заготовленную рамку на ровную поверхность и насыпаем смесь в форму. Не спешите засыпать все и сразу. Насыпьте треть и утрамбуйте ее, чтобы песок заполнил все уголки формы. Я сперва делаю песчаное дно — засыпаю песок, трамбую его, а потом засыпаю форму целиком без трамбовки и вдавливаю в рыхлый песок модель. Перед установкой модели, неплохо было бы ее посыпать тальком, чтобы она не прилипала к смеси. Пальцами утрамбовываю по периметру и досыпаю по необходимости смесь. Было бы проще, если бы модель делилась пополам, но это другая история. У нас есть конкретный пример. Поэтому и последовательность именно такая. Трамбовать удобно небольшим деревянным бруском — он достаточно прочный и тяжелый для комфортного процесса. После чего этим же бруском выравниваем поверхность. Модель должна засыпаться ровно по центру,так как имеет скругления. Чтобы при ее вынимании форма не разрушилась, пришлось немного напрячься, но я справился. Справитесь и вы!
Когда первая половина формы утрамбована и выровнена, постукивая тем же бруском по форме расшатываем ее слегка и пробуем вынимать. Все извлеклось хорошо, а форма отпечаталась как надо? Хорошо, тогда время вернуть модельку в форму и пройтись кисточкой с тальком или графитом по всей площади поверхности формы и модельке в том числе. Это необходимо для того, чтобы вторая половина формы не прилипла к модели и нижней половинке формы.

Вторую часть трамбовать проще — просто подсыпаем песок и равномерно трамбуем, пока не заполним все целиком.


Важно помнить, что если трамбовка будет недостаточной и смесь останется рыхлой, то она разрушится еще до литья или в процессе заливки. Если трамбовать чрезмерно сильно, то песок спрессуется и газопроницаемость формы будет плохой, что может привести к браку отливки, так как пары и газы будут плохо удаляться из формы в процессе литья.
Аккуратно снимаем верхнюю половину и смотрим что у нас получилось. С первой половинки моделька должна выходить хорошо (ведь мы ее уже вынимали). Со второй половинки точно так же, с постукиваниями, вынимаем модель. Осматриваем результат и если он нас устраивает, значит у нас получилось и осталось совсем немного перед отливкой.
Теперь нужно проделать заливные отверстия в форме. С этим отлично справится тонкостенная трубка (я использовал трубу от пылесоса). У меня немного не хватило высоты рамок и часть модели виднелась снаружи. Это место и стало одним из двух литников.

Так же важно сделать песочные воронки, через который будет поступать металл в форму. Они нужны для удобства литья, а так же для того, чтобы при остывании подпитывать отливку металлом при усадке. На некоторых сплавах усадка особенно заметна.
Воронки можно формовать как руками, так и используя подручные формы (я использовал кофейные банки и все ту же трубку от пылесоса).

Процесс формовки закончился. И форма пригодна для литья. Убираем модель, продуваем песчинки, которые могут попасть в отливку и собираем форму на место, где будет проходить заливка.
Дело за малым — разжечь печь, расплавить алюминий и залить.


Так как основной объем статьи посвящен именно формовки, тут я пройдусь совсем коротенько. В видео я сказал, что нужно добавлять соды и соли, так делают все кустари. Но, один из зрителей на канале поправил меня и обосновал свой ответ. Поэтому спешу поправиться, сода в расплаве не нужна. В последующих отливках я ощутил разницу. Без соды металл залился с меньшим количеством пор и значительно лучше обрабатывался (не засорял фрезы). Поэтому, когда алюминий в тигле расплавится, нужно добавить соли, чтобы металл очистился от шлаков. Всю грязь собравшуюся на поверхности я собрал ложкой и залил металл в форму. Через небольшой промежуток времени я вынул отливку.
Так как опыт мой невелик в отличии от лени, то на отливке были пару мест, где форма разрушилась и металл слегка растекся. Но ничего, больше не меньше — можно и спилить. Так что моя лень при формовке вспоминалась все то время, что я обрабатывал деталь.
Помните, что формовочная масса пригодна для формовки долгое время, так что смело начинайте формовку сначала, если вдруг форма разрушится слегка или вы найдете другие косяки. Лучше делать это все на тех подготовительных этапах. Сэкономите время.

 Автор статьи “Литье в песок + глина в домашних условиях” Bonn Factory
Автор статьи “Литье в песок + глина в домашних условиях” Bonn Factory
Формовочные смеси для литья
Литейное производство достаточно простой и широко распространенный технологический процесс для получения отливок различного размера и разнообразной формы. Получение деталей методом литья практикуется в автомобилестроении, станкостроении, вагоностроении и многих прочих отраслях машиностроения. Для получения полых или с множеством отверстий отливок используются стержневые и формовочные смеси различных составов. Экономически обосновано использование песчано-глинистых форм при массовом производстве.

- способа формовки:
- ручная;
- машинная;
- типа металла:
- сталь;
- чугун;
- цветной металл и его сплавы;
- типа производства:
- единичное;
- серийное;
- массовое;
- типа литья;
- технологического оснащения.
Материалы, которые используются для получения формовочных смесей, подразделяются на следующие группы:
- песчаник;
- различные сорта глины;
- вспомогательные:
- связующие материалы;
- противопригарные смазки и покрытия;
- огнеупорные;
- специальные.
Глинистые пески могут содержать глины в своем составе до 50%. Делят их по количеству содержания глины на:
- тощие – до 10%;
- полужирные – до 20%;
- жирные – до 30%;
- очень жирные – до 50%.
Также используются кварцевые пески. Силикатная основа позволяет принимать в форму расплав, температура которого достигает 1700С.
Получение отливок высокого качества требует использования противопригарных покрытий и материалов мелкой фракции, чтобы предупредить образование в форме пор.
Виды и состав смесей
К формовочным смесям для литья предъявляются следующие требования:
- механическая прочность;
- теплопроводность;
- газовая проницаемость;
- огнестойкость;
- теплоемкость.
Формовочные и стержневые смеси обладают одинаковыми свойствами. Но к стержням предъявляются более высокие требования, потому что на него расплавленный металл оказывает более сильное давление.

Формовочные смеси делятся на три типа:
Единая смесь предназначается для наполнения всего объема литейной формы. В полном объеме используется при машинной формовке при выпуске отливок в большом количестве. Для ее приготовления используется большой объем еще неиспользовавшихся материалов.
Облицовочная смесь предназначена для получения слоя формы, контактирующего непосредственно с расплавом. Его толщина зависит от типа смеси и тяжести отливки и составляет 20-100 мм. Для того чтобы дополнить оставшийся объем используется наполнительная смесь.
Состав формовочной смеси напрямую зависит от формы и метода ее изготовления. Формирование песчано-глинистых форм происходит двумя способами, в результате которых получаются сухие и сырые формы. Для их податливости при формировании в смесь вводятся сгорающие наполнители – торф или древесные опилки. В состав подсушиваемых форм кроме глины и песка закладываются крепитель, измельченный асбест и барда.
- быстро отверждающиеся;
- самостоятельно отверждающиеся;
- твердеющие при химическом преобразовании;
- жидкостекольные составы.
В быстро отверждающихся смесях связкой выступает жидкое стекло. Если для сушки жидкого стекла необходима теплая продувка, то в данном случае отвердение происходит за счет феррохромового шлака.

Классификация формовочных смесей
Самостоятельно отверждающиеся составы в первоначальном состоянии жидкие. Затем в них вводятся ПАВ и песочный наполнитель. Такой состав сохраняет текучесть не более 10 минут. Поэтому они приготавливаются на формовочных участках.
Химически отверждающиеся смеси имеют малый срок жизни. В следствие чего в смесь добавляется едкий натр.
Жидкостекольные разновидности после формирования подвергаются сушке продуванием углекислым газом. В процессе сушки протекают химические реакции: образование кремниевой кислоты и углекислого натрия.
Для изготовления стержня, например, первого класса, смесь целиком состоит кварца и крепителей. Для формовки крупных стержней используется 1/3 часть использованного и восстановленного состава.
Температура плавления цветных металлов значительно ниже, чем у сталей и чугунов. Из-за чего формовочные смеси имеют меньшую огнеупорность. Для литья бронзы и медных сплавов формовочные составы готовят при использовании глинистого песка П класса. Такие наполнители как борная кислота, серный цвет или фтористая присадка используются для литья алюминия. Они препятствуют активному окислению расплава.
Требуемые свойства
Для получения качественной отливки необходима литейная форма, изготовленная из ингредиентов, подобранных под разлив определенного металла. Формовочная смесь для литья должна обладать определенной влажностью. При малой влажности форма склонна к осыпаемости, что затрудняет формовку.
Плохая газовая проницаемость провоцирует образование в отливке дефектов — газовых пор и раковин. Из-за чего необходим песок крупной фракции (более 50%).
Свойства формовочных смесей характеризует твердость. Она зависит от равномерности и степени уплотнения. Уплотнение формы сверх нормы провоцирует появление таких дефектов как:

Литье в песчано-глинистую форму
Высокая прочность формы и стержня не позволяет изменять геометрию отливки. Чтобы ее получить применяются специальные связующие материалы.
Приготовление смесей
Процесс приготовления формовочных и стержневых смесей проводится в три этапа. Первый этап — подготовительный. Здесь происходит подготовка еще неиспользованных материалов. Проводится сушка, дробление и последующее просеивание.
На втором этапе происходит подготовка отработанного состава. Это позволяет экономить на материалах. Процесс начинается на охладительных барабанах. Происходит выбивка, размельчение, охлаждение.
Формовочные смеси для литья готовятся на третьем этапе в смесителях. Широкое применение нашли катковые модели. Они используются для приготовления таких составов как:
- единые;
- стержневые смеси;
- облицовочные;
- с добавками:
- вязкие;
- жидкие;
- пылевидные.
При больших объемах выпуска производство автоматизировано. Механизация процессов отражается на снижении себестоимости продукции.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Металлургическая продукция
Определения литья в землю
Определим, какими терминами называют литейную технологию заливки металла в формы на основе песка. Аналогичными считаются формулировки:
– Литье в песчаные формы, смеси;
– Литье в песчано-глинистые формы, смеси;
– Литье в землю.
Все эти термины обозначают одну и туже технологию литья. Применение далее любого из названий, будем считать аналогами.
Литейная продукция
Литье в песчаные формы – метод литья металлов и сплавов, при котором расплавленный металл заливается в форму сделанную из плотно утрамбованного песка. Для связи песчинок между собой, песок смешивают с глиной, водой и другими связующими материалами.
Более 70% всех металлических отливок производится с помощью процесса литья в песчаные формы.
Основные этапы
Есть шесть шагов в этом процессе:
-Поместить модель в опоку с песком, чтобы создать форму.
-В необходимых местах присоединяются литниковая система и выпоры.
-Удалить из опоки модель и соединить полуформы.
-Заполнить полость формы расплавленным металлом.
-Выдержать застывающий металл в опоках согласно технологии.
-Выбить отливку и освободить от литников и выпоров.

Литейные модели
По чертежам и литейным технологиям, разработанных технологом или конструктором, опытный модельщик изготавливает модель детали из дерева, металла или пластмассы или пенополистирола. Металл в процессе охлаждения даёт усадку, и кристаллизация может быть неоднородной из-за неравномерного охлаждения. Таким образом, модель должна быть чуть больше, чем готовая отливка, с применением, так называемого, коэффициента усадки металла. Различные усадочные коэффициенты используются для различных металлов. Модели в процессе формовки оставляют в песке полости-отпечатки в форме, в которые помещают стержень из песка. Такие стержни иногда усиливается проволочной арматурой, которые используются для создания полостей, которые не могут быть сформированы основной моделью, например, внутренние проходы клапанов или места охлаждения в блоках двигателей.
Литниковая система для входа металла в полости формы представляют собой направляющую и включает воронку, литники, которые поддерживают хороший напор жидкого металла, для более равномерного заполнения полости формы. Газ и пар, образующихся при литье выходят через проницаемые пески или через стояки, которые изготавливаются либо в самой модели, или в виде отдельных частей.
Опоки для формовочных материалов
Для формовки используют две или несколько опок. Опоки изготавливаются в виде ящиков, которые могут быть соединены друг с другом и скреплены между собой. Модель утапливается в нижней части опоки вплоть до её самого широкого поперечного сечения. Затем монтируется верхняя часть модели. К нижней части опоки зажимами прикрепляется верхняя и туда добавляется и утрамбовывается формовочная смесь таким образом чтобы она полностью закрывала модель. В необходимых местах устанавливаются литники и выпора. Затем опока половинится и из неё вынимается модель, деревянные литники и выпора.
Охлаждение металла
Для управления кристаллизацией структуры металла, в форму можно поставить металлические пластины, холодильники. Соответственно быстрое локальное охлаждения образует более детальную структуру металла в этих местах. В черной отливке эффект аналогичен закалке металла в кузнице. В других металлах, холодильники могут быть использованы для управления направленной кристаллизации отливки. При управлении способом охлаждения литья можно предотвратить внутренние пустоты или пористость внутри литья.
Производство
Для получения полостей в отливке, например, для охлаждающей жидкости в блоке двигателя и головок цилиндров используются стержни. Обычно стержни для литья ставятся в форму после удаления модели. После сушки опоку с формой устанавливают на литейный плац для заполнения расплавленным металлом, обычно сталь, бронза, латунь, алюминий, магний и цинк. После заполнения жидким металлом опоки не трогают до охлаждения отливки. После выбивки отливки, стержни удаляются из литья. Металл литников и прибылей любым способом должен быть отделен от отливки. Различные термические обработки могут быть использованы для снятия напряжений от первоначального охлаждения и добавить твёрдости в случае закалки в воде или масле. Поверхность литья может быть дополнительно упрочена дробеструйной обработкой, которая добавляет устойчивости к растрескиванию, растягивает и разглаживает шероховатую поверхность.
Разработка технологии
Чтобы было возможным удалить модель не нарушая целостности формовочной смеси все части модели должны быть предварительно рассчитаны технологом и иметь знаковые части для установки стержней. Небольшой уклон должен использоваться на поверхностях, перпендикулярных линии разъема, для того, чтобы была возможность удалить модель из формы. Это требование также распространяется на стержни, так как они должны быть удалены из полостей, которые они образуют. Выпора и стояки должны быть расположены так, чтобы обеспечить оптимальный поток металла в форму и газов из неё для того, чтобы избежать недолива литья.
Способы литья в землю
Различают два способа литья в песчаные формы, первый с использованием «сырого» песка, так называемые сырые формы, а второй метод – жидкостекольный.
Сырые формы
Мокрый песок, используются, чтобы сделать форму в опоке. Название произошло от того, что мокрым песком пользуются в процессе формования. “Сырой песок” – это смесь:
-кремнеземистый песок (SiO2), или хромистые пески (FeCr2O), или циркониевый песок (ZrSiO4), от 75 до 85%, и другие составляющие, включая графит, глину от 5 до 11%, воды от 2 до 4%, других неорганических элементов от 3 до 5%, антрацит до 1%.
Есть много формовочных смесей с глиной, но все они различны по пластичным свойствам смеси, качеству поверхности, а также возможностью применения в литье расплавленного металла в отношении пропускной способности для выхода газов. Графит, как правило, содержится в соотношении не более 5%, он частично сгорает при соприкосновении с расплавленным металлом с образованием и выделением органических газов. Сырые смеси как правило для литья цветных металлов не используются, так как сырые формы приводят к сильному окислению, особенно медного и бронзового литья. Сырые песчаные формы для литья алюминия не используют. Для алюминиевого литья используют более качественные формовочные смеси. Выбор песка для формовки зависит от температуры заливки металла. Температура заливки меди, стали и чугуна выше других металлов, поэтому, глина от воздействия высокой температуры далее не регенерируется. Для заливки чугуна и стали на основе железа как правило, работают с кварцевым песком – он относительно недорог по сравнению с другими песками. Так как глина выгорает, в новую порцию песчаной смеси добавляют новую порцию глины и некоторую часть старого песка. Кремний является нежелательным в песке, т.к. зерна кварцевого песка имеют тенденцию взрываться при воздействии высокой температуры во время заливки формы. Эти частицы находятся во взвешенном состоянии в воздухе, что может привести к силикозу у рабочих. В литейном цехе имеется активная вентиляция для сбора пыли. Мелкие древесные опилки (древесная мука) добавляется, чтобы создать место, при ее выгорании, для зерен песка, когда они расширяются без деформации формы.
Технология ЖСС (жидко-стекольная смесь)
Эта технология состоит в следующем:
в состав формовочной смеси входит прокаленный песок без глины, затем его в специальной емкости перемешивают с жидким стеклом и перемешанной массой заливают модель. Залитую форму накалывают для последующего подвода углекислоты. Опоку накрывают колпаком и подают газ СО2. После чего залитый формовочный состав ЖСС приобретает твердость.
В обоих методах, песчаная смесь остается вокруг модельной оснастки, образуя полости формы для заливки металла. Формовка жидкостекольными смесями позволяет получить две полуформы, которые после затвердевания собирают. Модель удаляется, образуя полость формы. Эту полость заливают жидким металлом. После того, как металл остыл отливки очищают от формовочного состава. Форма из ЖСС полностью разрушается при извлечении отливки.
Точность литья напрямую связана с типом формовочной смеси и формовки. Сырые формы создают на поверхности отливки повышенную шероховатость. Поэтому литье в землю можно сразу отличить от литья по ЖСС и ХТС. Литье в формы из мелкого песка значительно чище и менее шероховато. Технология ЖСС позволяет изготавливать отливки с гладкой поверхности, особенно при использовании пластиковых моделей. В отдельных случаях, например при литье корпусных деталей, можно обойтись даже без механической обработки на больших поверхностях – это позволяет отливать крупногабаритные чугунные блоки цилиндров. Остатки пригоревшей к отливке формовочной смеси удаляются дробеструйной обработкой.
С 1950 года, частично автоматизированные литейные процессы литья были переработаны для полностью автоматизированных производственных линий.
Холодно твердеющая смесь (литье в ХТС)
Использование органических и неорганических связующих, которые укрепляют формы для литья химически связывают песок. Этот тип формовки получил свое название от того, что он не требует просушки, как другие виды песчаной формовки. Литье в ХТС является более точным, чем литье в землю. Размеры форм ХТС меньше, чем при литье в песчаные смеси, но дороже. Таким образом, ХТС используется реже, в тех случаях, когда требуется более качественное литье. Наше предприятие готово поставлять вам отливки по ХТС.
Формовка ХТС
Формы из холодно твердеющей смеси, требуют быстрой формовки, в отличие от песчано-глинистых смесей, т.к. они содержат быстро твердеющие жидкие смолы, ускорители затвердевания и катализаторы. Вместо трамбовки смеси (как при литье в землю), формовочную смесь ХТС заливают в опоку и дожидаются, когда смола затвердеет. Обычно затвердевание происходит при комнатной температуре в течение 20 минут. Литье в ХТС значительно улучшает качество необработанных поверхностей стальной отливки по сравнению с другими технологиями литья в песчаных формах. Обычно для изготовления модельной оснастки по ХТС используют дерево, металл или пластик МДФ. Чаще других формовка холодно твердеющими смесями применяется при литье меди, литье алюминия, углеродистой стали, жаропрочной и нержавеющей стали, а также легированного чугуна, так как значительно снижает вероятность образования литейного брака.
Литьё алюминия в песчано-глинистые формы.
Доброго времени суток, пикабушники и пикабушницы. В этом посте мне хотелось бы рассказать о одном из способов изготовления отливок из металла. А конкретно, адресных табличек. Вот таких.

Печь и тигель для плавления металла. Так как используем мы легкоплавкий алюминий, то температура нам нужна не меньше 660 градусов. Делали мы это всё в расчищенном складском помещении на самодельной печи и “на глаз”. Так что, конкретного температурного режима не было.
Саму печь я не фотографировала, но конструкция её была простейшая: внешний слой огнеупорного кирпича, внутри слой каолиновой ваты. Снизу под тигель направлена газовая горелка. Тигель грубо сварен из куска металлической трубы. Прогорали часто и весело, регулярно организовывая красивые серебристые лужи на полу вокруг печи.
Сам алюминий. Покупался в виде различного лома, от обрезков алюминиевого профиля для дверей купе до витых кабелей (самое классное сырьё, кстати).
Модель нашего изделия. Мы делали из мдф на фрезерном станке, покрывали на два слоя порозаполняющим грунтом.
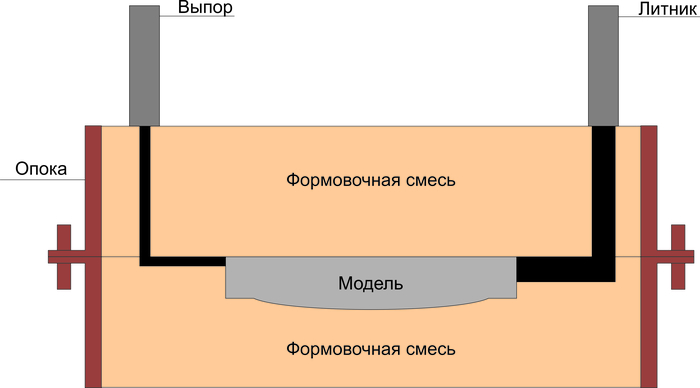
Форма. Представляет собой две металлические рамы, в которые плотно утрамбована формовочная смесь (состоит из глины и песка в определённых пропорциях, слегка смочена водой до состояния “лепится куличик”).
Опока – это та самая металлическая рама. Состоит из двух частей, горизонтальная линия на рисунке по верхнему краю “модели” – это плоскость разъёма.
Выпор – канал для выхода воздуха, литник – канал для заливки металла. Чёрное и серое в формовочной смеси – это пустоты, покрасила для наглядности.
То есть, имеем мы вот такой вот кулич в раме с пустотой в форме нашего изделия.
Здесь видно модель таблички про злую собаку, металлическую раму первой половины формы (на схеме – нижняя). Лежит это всё на самой ровной плоской штуке, которую мы смогли найти.

Покрыли модель тальком, чтобы повысить шансы на то, что потом она из нашего “куличика” вытащится без потерь. Присыпали сверху смесью через сито – это делается только для первого лицевого слоя, чтобы потом поверхность отливки была качественнее, так как формовочную смесь мешали в ящике с помощью дрели, и в ней оставалось дофига комков от предыдущих использований.
Потом сверху прямо горстями и вёдрами сыпется ещё формовочная смесь, долго и старательно утаптывается киянкой, такой-то матерью и прочими подручными предметами.

Здесь у меня не произошла внезапная метаморфоза одной таблички в другую, просто Злую Собаку я на таком этапе не сфотографировала. Здесь мы видим ту же самую нижнюю часть формы, но уже перевёрнутую и готовую для формовки верхней части. То есть, той поверхностью, которую мы видим здесь, на первой и второй фотографиях полуформа лежала вниз.

Щедро посыпаем тальком, кладём сверху вторую металлическую раму, втыкаем обрезки трубы. Последнее делается для того, чтобы в верхней полуформе остались каналы для литника и выпоров (воздухоотводов, помните?). И снова насыпаем формовочную смесь, уже без просеивания – это будет тыльная поверхность таблички, тут на качество поверхности можно подзабить.

Когда готовы обе половины, трубки вытаскиваются, верхняя полуформа снимается, модель изделия вытаскивается. Очень ответственный этап, на котором может оказаться, что пара часов работы потрачены впустую: верхняя полуформа может осыпаться при переносе, модель вытащится вместе с куском смеси или ещё что-либо в таком духе. Так что, все действия нужно производить медленно и печально.
Форму в собранном виде я не фотографировала, бо там ничего интересного – куличик в раме и всё. А вот на фотографии ниже можно увидеть готовую для литья форму, из которой уже вытащили модель и трубки.
Это та полуформа, которую можно было увидеть на третьей фотографии. Только там мы видели серую “спину” модели, а здесь видно полость, которая от этой модели осталась. Которая заполнится металлом.
Каналы под литник (толстый двойной слева, здесь потечёт металл) и два выпора (два тонких одиноких справа, отсюда будет отходить воздух) ковыряли вручную перед извлечением модели. Это не слишком непрофессионально, под это дело нормальные люди тоже используют модели.

Затем, верхняя полуформа кладётся на место, ставятся верхние части литников и выпоров (железная труба сантиметров 20 в длину, внутри набита формовочной смесью, внутри канал – на фотографии слева).
Заливается алюминий, все нервно идут курить, пока металл твердеет и, наконец, наступает момент истины.


Отливка получилась достаточно качественная, металл протёк везде, где должен был, форма нигде не осыпалась.


Дальше отрезаются литники, торец шлифуется, лицевая выступающая поверхность шлифуется и полируется.


Потом, лицевая поверхность фона грунтуется и красится в выбранный заказчиком цвет.



В общем, времени на изготовление одной такой таблички уходит где-то один рабочий день. Если уже есть готовая модель, всё получается с первого раза, нет дефектов, которые надо шлифовать долго и мучительно и прочих форс-мажоров.
Фотографировала на тигель, так что качество – увы.)
Pereosnastka.ru
Обработка дерева и металла
В гипсовых формах изготовляют отливки только определенной массы. Особо сложные отливки получают в оболочковых керамических формах. Согласно сообщениям некоторых специализированных фирм (Canadion—Marconi, Sterling Metals Limited, Munetto) керамические формы более выгодны для отливок, имеющих очень большую разностенность.
Преимущества гипсовых форм для литья алюминиевых сплавов приводятся в работах.
Гипсовые формовочные смеси. Связующим в этих смесях является гипс, качеству которого придается большое значение. Для гипсовых форм пригоден только такой гипс, который при затвердевании не дает усадку. Гипсовые формовочные смеси имеют следующий ориентировочный состав, %: 30—100 гипса, 5—40 асбеста, 19—30 талька, 5—80 кварцевой муки, 0—10 гончарной глины, 33 молотого кирпича, 0—50 кварцевого песка, 70 кристобалита, 0—1,5 извести, 0—5 портландцемента, 0,25— 3,0 бромистого аммония.
Гипсовые формовочные смеси замешивают на воде до сметано-образного состояния в следующих соотношениях компонентов: 0,35 ч. воды на 1 ч. смеси. Отдельные присадки в гипсовые смеси влияют на их свойства следующим образом: молотый асбест повышает пористость; если асбест используют в волокнистой форме, то улучшаются механические свойства формы. Молотый асбест должен иметь соответствующую зернистость. Кварцевая мука снижает объемные изменения гипсовой смеси во время затвердевания, прокаливания и охлаждения формы. Тальк и кварцевый песок, как инертные наполнители, компенсируют объемные изменения. Известь и цемент стабилизируют объемные изменения формы. Бромистый аммоний при обжиге форм разлагается на газообразные вещества и способствует повышению газопроницаемости форм.
Помимо указанных присадок вводят также много других, применяемых значительно реже: борную кислоту в количестве от 1 до 2% и буру 0,35—0,5%, способствующих быстрому отверждению смеси. Жидкое стекло повышает прочность и сопротивление форм против истирания. Альгинат натрия в количестве 0,1—0,5%, карбонат натрия (0,1—0,5%), формалин регулируют скорость отверждения. Алюминат кальция в количестве 2,5—12% и окись цинка замедляют отверждение и придают формам большую прочность. В качестве присадки для повышения прочности форм используют также добавки окислов алюминия, железа и т. п.
Гипсовые формы должны иметь следующие основные свойства: достаточную прочность и сопротивление истиранию; достаточную газопроницаемость; возможно наименьшие объемные изменения.
Перечисленные свойства обеспечиваются составом смеси и способом ее приготовления. Наибольшее влияние на свойства смеси (помимо ее состава) оказывает вязкость гипсовой массы, определяемой соотношением сухих компонентов и воды. В результате исследований авторов оказалось, что количество воды на 1 кг формовочной смеси не должно превышать 0,8 л, иначе формы будут иметь низкую прочность, высокую газопроницаемость и при сушке большую усадку; наилучшим является соотношение 0,45— 0,55 л воды на 1 кг смеси. При меньших количествах воды гипсовая смесь очень густая и заливать ею сложные модели трудно; в такую смесь замешивается много воздушных пузырьков. Если соотношение приближается к 0,8 л воды на 1 кг смеси, то отверждение смеси резко замедляется и она даже через 48 ч остается мягкой. Это относится к гипсовой смеси, состоящей из 50% гипса «Rocasso», 30% асбестовой крошки и 20% кварцевой муки.
На свойства гипсовых форм еще влияют температура и время перемешивания формовочной смеси. Для указанной гипсовой смеси лучше всего применять воду с температурой 50—52 °С; при этой температуре формы имеют максимальную прочность, сопротивление истиранию, газопроницаемость и постоянство объема. Время перемешивания гипсовой смеси не должно превышать 3 мин. Более быстрое или более длительное перемешивание приводит к усадке гипсовых форм.
Несмотря на то, что гипсовые формы имеют в составе смеси вещества для повышения газопроницаемости, все же ее величина недостаточна, и поэтому получаются отливки с дефектами, например неслитинами.
Газопроницаемость можно повысить тремя способами:
1) присадкой в формовочную смесь таких веществ, которые после отверждения и нагрева формы газифицируются и удаляются из нее и за счет этого повышают газопроницаемость. Чаще всего для этих целей используют хлорид или бромид аммония;
2) нагревом в автоклаве (способ Antioch). При нагреве во влажной атмосфере при температуре 90° С гипс (дигидрат кальция) переходит в полугидрат [39], так как при этой температуре дигидрат является неустойчивой формой сульфата кальция. Вода, выделившаяся при разложении дигидрата кальция, растворяет полугидраты до насыщения. Так как растворимость полугидратов с увеличением температуры снижается, то в автоклаве поддерживается низкое давление (от 0,07 до 0,2 МПа). После выдержки (6 ч) формы в автоклаве ее охлаждают во влажной атмосфере. Поверхность формы охлаждается быстрее, чем внутренняя ее часть, поэтому в наружных слоях формы выделяются мелкие кристаллы дигидрата, а во внутренних частях формы — крупные. В такой форме с мелкозернистым поверхностным слоем и пористой внутренней частью газопроницаемость существенно выше;
3) вспениванием смеси (способ Gypsum Hydroperm). Сущность способа в том, что в гипсовые смеси добавляют вспениватель. В смесь вводят вещества, например, карбонат и разбавленную кислоту или перекись водорода и аммиачную воду. Между ними при перемешивании смеси идут реакции с выделением большого объема газа. Можно вводить в гипсовую смесь органические пенообразователи, которые при перемешивании захватывают воздух и хорошо его стабилизируют во всем объеме. Отвердевшая гипсовая форма насыщена мелкими газовоздушными пузырьками, что увеличивает газопроницаемость формы; условно назовем этот способ механическим вспениванием. Для каждого из этих способов существует своя технология.
В первом случае газопроницаемость повышается только после нагрева до температуры, при которой из формы практически удалена вся вода (и свободная, и связанная). При нагреве в автоклаве и при механическом вспенивании формовочной массы пористость образуется в тот момент, когда в форме имеется вся вода, как химически связанная, так и свободная.
Формы, у которых газопроницаемость повышают по первому способу, содержат в исходной гипсовой смеси вещества, которые образуют пористость тотчас после затвердевания массы. Это необходимо для того, чтобы облегчить отвод водяных паров при последующей термообработке. Механически удаляется вода при температуре 85—96 °С. Сушить форму следует осторожно, так как пористость весьма невелика и при образовании больших объемов водяного пара может произойти ее повреждение. Минимальное время нагрева до указанной температуры составляет 8 ч. Затем следует нагрев до 200—220 °С, при котором удаляется большая часть связанной воды. Скорость нагрева 50 °С/ч. При этой температуре формы выдерживают до 12 ч. Затем следует нагрев до 380 °С с той же скоростью, чтобы разложить аммониевые соли. Выдержка при этой температуре 5 ч. Далее формы охлаждают при 100 °С их извлекают из печи и подготовляют к заливке.
При изготовлении гипсовых форм, подлежащих нагреву в автоклаве или вспениванием, ‘в смесь не вводят присадки, повышающие газопроницаемость, такие, как асбест, стеклянная вата. Они в данном случае излишни. Более того, при их использовании увеличивается шероховатость поверхности форм. В период тепловой обработки гипсовой формы она становится достаточно газопроницаемой для удаления влаги. Именно в этот период удаляется свободная и дигидратная вода. Полугидратная вода удаляется во время заливки металла в форму. Образующиеся пары благодаря высокой газопроницаемости формы удаляются через стенки без какого-либо повреждения формы.
Таким образом, тепловая обработка форм при нагреве в автоклаве или при вспенивании очень проста, и сами формы не так чувствительны к скорости нагрева. Тепловую обработку форм проводят при низких температурах, находящихся между эндотермическими пиками, обусловленными потерей дигидратной и полу-гидратной воды. При нормальных условиях эта температура находится в пределах 180—225 °С. В диапазоне этих температур формы (в зависимости от их величины) выдерживают 10— 18 ч. После охлаждения формы подготовляют к заливке.
Сравнительные испытания всех трех описанных способов, проведенные предприятием ZPS г. Готвальдов ( ЧССР ), показали, что
газопроницаемость форм была в пределах 48—52 J. N. Р. Одинаковыми были также качество поверхности отливок и плотность металла непосредственно под литейной коркой.
Вспенивание форм требует точного выдерживания технологических параметров: давления, температуры и времени пребывания в автоклаве.
Для повышения газопроницаемости за счет разложения аммониевых солей необходима медленная и осторожная тепловая обработка форм. Объемную стабильность таких форм можно повысить присадкой 1% сульфата алюминия A12 3. Обработку гипсовых форм в автоклаве применяют в серийном производстве, а механическое вспенивание—в единичном.
Если необходимо иметь только определенную часть отливки с особо качественной поверхностью и жесткими допусками на размер, используют комбинированную форму. В песчаную форму вставляют или гипсовый стержень, или часть гипсовой формы.
Максимальная масса отливок из алюминиевых сплавов, которые можно получать в гипсовых формах, составляет 10—160 кг. Минимальная толщина стенки 1,5 мм, в особых случаях 0,55 — 1,0 мм.
Шероховатость поверхности в пределах от 60 до 80 RMS . Теплопроводность гипсовых форм относится к теплопроводности обычных песчаных форм как 0,65 : 1,0, что необходимо учитывать, в частности, при литье свинцовистых бронз. Содержание свинца в таких бронзах должно быть не более 2,5%, а содержание углерода максимум 7%; при более высоком содержании свинца при охлаждении происходит его ликвация.
Источник