Как запаять медную турку
Пайка меди в домашних условиях
Мягкие металлы довольно сложно поддаются термической обработке. Пайка меди, латуни и бронзы в домашних условиях чаще всего выполняется твердым припоем, хотя иногда используются специальные пасты.
Теория
Медь – один из древнейших металлов, который используется людьми для создания различных украшения, приспособлений и коммуникаций. Характеризуется высокой пластичностью и розовато-красным цветом, иногда с золотистым оттенком. В домашнем хозяйстве медь наиболее часто применяется в водопроводных трубах, в отоплении, т. к. она не поддается коррозии и устойчива к перепадам температур.
 Фото — медные соединения
Фото — медные соединения
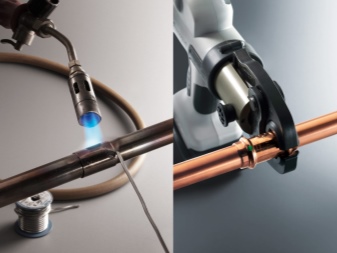
Существует множество видов пайки, для меди применяется капиллярная. Она позволяет максимально аккуратно и прочно соединить две части трубопровода или радиодеталей. Также это термическое воздействие делится на:
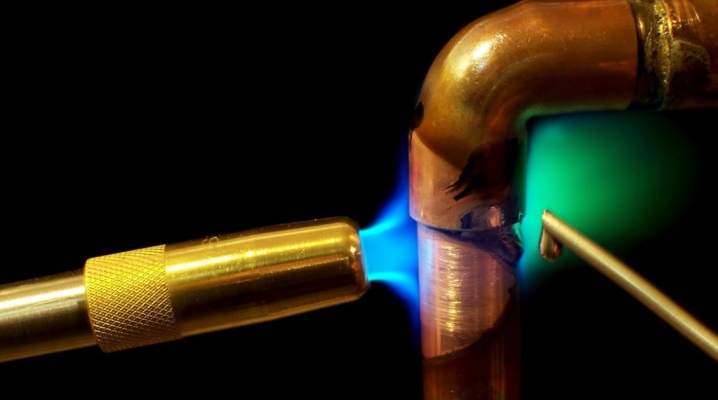
Высокотемпературная пайка характеризуется более высокой прочностью шва. Помимо этого она позволяет обеспечить соединению термоустойчивость, что очень важно для различных коммуникаций. Но при этом, этот вид работ не используется на резьбовых соединениях. Для проведения такой пайки требуется специальное оборудование – горелка с пьезоподжигом и ацетилом, пропаном.
 Фото — медные элементы
Фото — медные элементы
Низкотемпературная используется при работе с мягкими припоями (пастями, гелями). Главное достоинство этой методики – простота и легкость проведения работ. Проводится при температуре ниже, чем 425 градусов, поэтому спайка может производиться даже паяльником. Он заключается в том, что под воздействием определенной температуре припой, нанесенный на зазор между деталью и соединяемым участком, расширяется, закрывая собой зазор.
 Фото — процесс пайки
Фото — процесс пайки
Также есть одно важное правило, которое нельзя нарушать ни в коем случае. Пайка меди и алюминия, или алюминия с латунью строго запрещена. Она выполняется для электрических проводов, например, если нужно разветвить проводку в старых домах. Это запрещено из-за разности линейного теплового расширения металлов и вероятности короткого замыкания в месте стыка.
Инструменты для пайки
Перед началом работы нужно подготовить специальные инструменты и приспособления для пайки медных соединений. Вам понадобится:
- Газовая или кислородная горелка для пайки меди (с азотом, ацетатом и т. д.);
- Припой (для капиллярной пайки согласно ГОСТ Р 52955-2008);
- Щетка (жесткая, но не металлическая) и абразивная бумага для зачистки медных соединений;
- Фитинги или другие соединяемые элементы;
- Паяльный флюс.
Нужно отметить, что если работа производится на трубных соединениях, то еще может понадобиться фаскосниматель, расширитель, специальное устройство для резки. Все эти приспособления можно найти у профессионального сантехника, чтобы не покупать их.
 Фото — горелка
Фото — горелка
Горелки для меди бывают: профессиональными (для работы с твердыми припоями), для разогрева труб и пайки мягкими пастами, полупрофессиональными или комбинированными. Также есть специальные фены, которыми производится мягкая пайка. Они позволяют быстро разогреть место стыка температурой до 650 градусов.
- Твердые. Они представлены стержнями определенного диаметра, который подбирается исходя из определенного зазора при соединении. Используется при соединении меди с железом в системах водоснабжения, подвода газа и системах кондиционирования. Этот припой может быть с фосфором или серебром;
 Фото — твердый припой
Фото — твердый припой - Мягкие могут быть как в виде пасты, так и тонкой проволоки до 3 мм диаметром. Они производятся со свинцом, оловом. Также иногда процесс осуществляется ортофосфорной кислотой.
 Фото — твердый припой
Фото — твердый припойТакже для соединения медных сплавов обязательно нужно использовать флюс. Он выполняет несколько полезных функций: способствует лучшему растеканию припоя по металлу, защищает место обработки от кислородной пленки, очищает шов от окиси. Флюсы бывают с бурой (для различных высокотемпературных припоев), применяется для среднеплавких соединений золота, меди, бронзы, чугуна, нержавейки. Внешне они выглядят как паста, наносятся специальной кистью.
 Фото — флюс-паста
Фото — флюс-паста
Щетки и абразивные листы (наждачная бумага) нужны для того, чтобы после окончания работ удалять с места шва остатки припоя. Фитинги подбираются исхода из потребных соединений (они могут быть разветвляющими, угловыми, изогнутыми и т. д.).
 Фото — паяльник
Фото — паяльник
Сварка
Рассмотрим, как осуществляется трубная пайка меди и своими руками:
- Любая технология подразумевает подготовку трубы. Вам понадобится обрезать коммуникацию до нужного размера и обработать концы фаскоснимателем. Это нужно для того, чтобы следующий элемент при соединении не повредился и получилось максимально жесткое сцепление деталей;
- На край трубы из меди наносится флюс для пайки, его же намазывают на фитинг или другую трубу. После нужно аккуратно вставить коммуникации друг в друга. Если распайка производится самофлюсующимся припоем или электродом, то флюс можно не использовать;
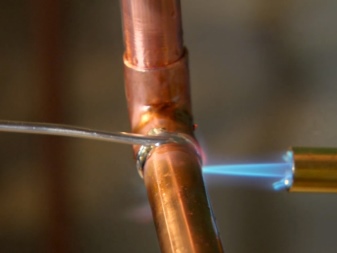
- В стык вставляется выбранный припой. Нужно отметить, что если используется паста, то её нужно наносить после флюса. Под воздействием определенной температуры вещество начнет плавиться, заполняя собой свободное пространство в трубе. Очень важный момент: на припой нельзя воздействовать прямым огнем, он должен расплавиться только от тепла разогретой трубы; Фото — пайка с припоем
- Если используется лужение, то флюс и припой наносятся очень тонким слоем, иначе в противном случае, на месте пайки образуется некрасивый объемный шов. Если осуществляется ремонт замков или радиодеталей (usb, контактов), то это может нарушить процесс работы элемента;
- После окончания нагрева инструмент убирается. В этот момент трубу нельзя двигать – соединение еще слишком пластичное, при повороте металлических отводов можно повредить крепление. Остывают медные трубы естественным путем;
- Остается только удалить остатки припоя или флюса щеткой, абразивной бумагой или кистью. Место стыка не рекомендуется переохлаждать первые сутки, когда процесс застывания металла не завершен. Фото — после зачистки
 Фото — пайка с припоем
Фото — пайка с припоем Фото — после зачистки
Фото — после зачисткиКупить все необходимые инструменты, которыми производится пайка бронзы или меди, можно в любом электрическом магазине, цена зависит от категории. Горелки стоят от 3 долларов до нескольких десятков, стоимость припоя начинается от 5 у. е., флюса – от 3.
В какой турке лучше варить кофе

Вкус кофе зависит от того, каким способом его готовить, и даже – в какой посуде варить, особенно это относится к выбору турки (джезвы). Выбор в магазинах действительно большой, есть разные варианты металла, керамика, стекло и другие материалы. Возможно, вы выбираете свою первую джезву, или хотите попробовать что-то интересное и новое, – в любом случае, стоит узнать больше обо всех материалах, чтобы принять верное решение. Рассказываем, в какой турке лучше варить кофе, с учетом материала посуды и типа нагревательной поверхности, и на какие детали обращать внимание при покупке.

Выбор турки по материалу
Традиционно турки изготавливали из листовой меди. По этой причине при выборе конкретного изделия обычно идет сравнение именно с медью, то есть, сравнивают, в какой турке лучше варить кофе, в медной или керамической, в медной или латунной и т.д. Это вполне логично, а главное – подобные отличия и сходства понятны большинству кофеманов, так как медные джезвы есть у многих, это самый распространенный вариант. Но для тех, кто выбирает свою первую джезву, мы разберем характеристики медной кофеварки подробнее.
Медная турка
Джезвы из меди – оптимальный выбор для большинства любителей кофе. Толстые стенки и высокие показатели теплопроводности меди обеспечивают равномерный нагрев и позволяют управлять процессом варки, чтобы получить действительно идеальный вкус. Как правило, дно чуть ли не в два раза шире горлышка, за счет чего образуется пенная шапка, под которой сохраняются все кофейные компоненты, поэтому напиток получается ароматным и с насыщенным вкусом.
В емкости из меди в домашних условиях можно качественно экстрагировать кофе, не доводя его до кипения, и, тем самым, предупреждая появление излишней горечи и сохраняя вкус и запах.

Важно: так как медь сама по себе окисляется, ее изнутри покрывают слоем металла, чаще всего – пищевого олова. Желательно не использовать для мытья химические средства и, тем более, жесткие мочалки, чтобы не повредить этот слой.
Керамическая турка
Керамика – второй по популярности материал для изготовления турок, и чаще всего выбор для дома делают именно между керамикой и медью. Единственно верного ответа на вопрос, в какой турке лучше варить кофе, в медной или керамической, дать нельзя: у каждого варианта есть свои особенности.
Керамическая емкость также равномерно нагревает воду, экстрагируя лучшие вкусо-ароматические компоненты кофе, а пенная шапка получается бархатистой и высокой. Но при этом стенки дольше сохраняют тепло, и процесс приготовления продолжается, когда вы снимаете ее с плиты, так что нужно не передержать, не перегреть напиток, чтобы он не горчил, не стал излишне крепким, и, в конце концов, банально не убежал, так как приготовление продолжается.

Единственный существенный минус керамической турки по сравнению с медной – хрупкость материала.
Латунная турка
Латунь – еще один материал, с которым достаточно часто сравнивают медь. В медной или латунной турке напиток готовится похожим способом, так как латунь – сплав меди, только более дешевый и более удобный, он не так сильно окисляется. Найти изделие из чистой меди очень сложно, чаще всего это как раз латунь. Но внутреннее покрытие из пищевого олова или нержавейки все еще необходимо, так что принципы мытья те же.

То, что во многих магазинах называется медной джезвой, по факту обычно латунная.
Глиняная турка
Джезвы из глины встречаются не слишком часто, так как материал весьма своеобразный. Но и у него есть свои поклонники, которые на вопрос, в какой турке варить кофе, в глиняной или металлической, уверенно выберут глину. Глина – это живой материал, он пористый, и впитывает масла, индивидуальные для каждого сорта зерен. Считается, что заваривать в глиняной емкости можно только один сорт зерна, по крайней мере – для истинных гурманов и ценителей это так.

С глиняными кофеварками дома следует быть осторожными: они могут пострадать даже от перепада температур во время мытья. И, конечно, их не стоит ничем царапать изнутри и мыть с моющим средством, так как оно также впитается в стенки.
Турка из нержавеющей стали
Нержавейка – отличный материал для тех, кто любит дома экспериментировать с сортами и вкусами кофе. Абсолютно не впитывает никакие масла, легко моется дочиста от темного налета. Но – для гурманов такая джезва не слишком подходит – металл прогревается неравномерно, возле донышка вода закипает быстрее, что может привести к перегреву кофе и, соответственно, горечи. Между туркой из меди и нержавейки лучше все же выбирать медную, но смотрите по ситуации и предпочтениям.

Из нержавейки чаще делают универсальные ковшики, у них горлышко обычно очень широкое, часто – как дно, поэтому действительно качественный напиток в этой посуде сварить сложно. Зато она не бьется и способна служить десятки лет без потери внешнего вида.
Турка из алюминия
Сегодня алюминиевые джезвы практически не производят, но еще совсем недавно потребители достаточно серьезно задумывались над тем, в какой турке кофе получается лучше: в медной или алюминиевой. Дело в том, что алюминий намного дешевле, и это часто влияло на выбор первой джезвы, – нужно же с чего-то начинать. С другой стороны, смотрится такая вещь не слишком изысканно, а алюминий еще и способен вступать в реакции при нагреве, так что это не слишком полезно. Зато это хороший вариант для приготовления кофе на природе, в походных условиях.

При том выборе, что есть сейчас, алюминиевые изделия – не лучший выбор, и мы рекомендуем любой другой вариант.
Стеклянная турка
Турки из стекла появились на рынке относительно недавно, но многим нравятся. Для их изготовления используют специальное термостекло, так что емкость можно ставить на огонь. Главное – поискать модель с более узким горлышком, так как чем оно шире – тем меньше будет пенки, меньше вкуса и аромата сохранится. С другой стороны, стеклянную емкость можно использовать в качестве универсального ковшика для подогрева молока, какао, горячего шоколада. Истинные кофеманы между стеклянной и медной туркой для дома уверенно выбирают металлическую, но если нюансы вкуса вас не интересуют, можете купить и стекло.

Важный минус: в стекле вода закипает довольно быстро, так что есть шанс вскипятить кофе, но так и не добиться идеальной экстракции.
Выбор джезвы в зависимости от типа варочной поверхности
Плиты в домах разные, и иногда выбирать емкость приходится с учетом того, какая печь используется. Нюансов не очень много, но они есть:
- Для газовой плиты можно покупать все, что угодно: и классическая медная турка, и керамика, и стекло, и другие металлы. Единственная особенность – для глиняной и фарфоровой рекомендуется ставить рассекатель пламени, чтобы посуда медленнее прогревалась и вода не вскипела.
- Для индукционной плиты кофеварки желательно выбирать из материала, который обладает магнитными свойствами Медь, алюминий и керамика не подходят. Зато нержавеющая сталь часто – лучший выбор. Либо использоват специальный адаптер для индукционных плит.
- Для электроплиты можно брать любые виды турок, главное – не забывать снять емкость с нагретой поверхности, чтобы процесс варки не продолжался.
- Для готовки напитка на открытом огне, на природе или у камина, хорошо подойдет алюминиевая джезва, так как ее легко мыть и она очень легкая. Модели со сложным дизайном использовать не стоит, так как их потом сложно отмыть.

Если у вас другая, особенная варочная поверхность, уточните в инструкции или у продавцов, что использовать.
Важные характеристики турки
Чтобы определиться с покупкой, нужно понимать, какие характеристики действительно важны. Ориентируясь в них, вы научитесь выбирать качественную посуду для правильного приготовления вашего любимого напитка.
Форма
Правильная джезва должна иметь горлышко примерно в два раза уже, чем дно. В принципе, чем уже горлышко, тем лучше это для напитка. Кофейная шапка создает плотную прослойку между кофе и кислородом, не дает эфирным маслам испаряться и напиток в принципе готовится медленно и правильно.
Толщина
Дно должно быть достаточно толстым, чтобы вода закипала не слишком быстро. Но, в среднем, достаточно около полутора миллиметров. Желательно, чтобы это был цельный лист, а не спайка, так как паять могут самыми разными смесями, не всегда соблюдая технологии.
Ручка
Важный фактор при выборе джезвы, так как вам придется за нее браться ежедневно, а через полотенце это делать неудобно. По-хорошему, ручка должна быть длинной, или деревянной, или из металла, который не нагревается. Лучше – приваренная или хотя бы на сквозных болтах, чтобы не расшатывалась.
Дизайн
Понятие дизайна и красоты, конечно, субъективное, но: чем больше рельефного декора, тем сложнее отмывать все мельчайшие элементы, а со временем они все равно потемнеют. Гладкие стенки смотрятся не так привлекательно, зато моются намного легче, даже если кофе убежит.
Объем
Рекомендуется готовить в посуде такого объема, которая вмещает одну порцию напитка. То есть, для одного человека может подойти джезва на 150-200 мл, или на 300, если вы хотите получить полную чашку. Для двоих – 400 – 600 мл, и так далее. Сложно приготовить 150 мл хорошего напитка в турке на пол-литра, так как он расплещется по дну, а кофейная шапка просто не поднимется.

В идеале джезва должна вмещать именно одну чашку кофе, для каждого члена семьи.
Несколько прекрасных способов пайки алюминия и дюрали в быту


Его преимущества существенные, он легкий, а дюраль так вообще можно сравнить по твердости со сталью. При том дюраль легче стали в 3 раза.
Электротехника широко использует алюминий.
Ведь электропроводность чистого алюминия составляет 62% проводимости меди. Чистый алюминий используют в производстве фольги, которая часто применяют для электролитических конденсаторов.


Но по сравнению с медью у него ниже цена.
Алюминий третий за содержанием и самый распространенный метал земной коры, что составляет 8% от ее массы. И вдруг проблема, припаять алюминий или хотя бы залудить, радиолюбители знают, это еще то жуткое испытание нервов и усидчивости. Ведь такая пайка является достаточно сложным в выполнении технологическим процессом. Так что не так с алюминием, почему он не хочет лудится?


Вот тот оксид не хочет приставать к нашему припою. Поэтому почти все потуги при пайке алюминия должны быть направлены на снятие той оксидной пленки, любыми не запрещенными методами.
Способ 1. Пайка с надфилем или шкуркой:


Место пайки тут также должно быть постоянно в той опилочной канифоле. Как не сложно догадаться опилки тут расцарапывают окисел, в результате к нему пристает припой.
Способ 3. Анальгин при пайке:



Способ 4. Машинное масло (для швейных машин или точных механизмов, жидкое):
Не плохие результаты может дать пайка в минеральном (машинном) масле с использованием абразивных в нем инструментов. Тех же железных опилок, ножа или стоматологического бура.

При толщине детали более 2 мм перед нанесением масла деталь надо прогреть. Но осторожно, не забывая что нанесения масла на горячую поверхность может вызвать брызги. Припой должен содержать не менее 50% олова. Лучшие результаты получаются в случае применения щелочного масла для чистки оружия после стрельбы.
Способ 5. Специальные флюсы для пайки алюминия:





Способ 6. Пайка в вакууме:
Если есть возможность то пайка алюминия в вакуумной камере дает хорошие результаты. Но здесь так же нужна предварительная зачистка поверхности детали.
Пайка и сварка в космосе вообще, как говорят некоторые космонавты очень качественная и прочная.
Способ 7. Омеднение алюминия:
Используя медный купорос (CuSO4) можно создать гальваническую установку для покрытия алюминия медью с последующей ее залужением.


Интересно что сварка алюминия не возможна по тем же причинам-образования оксидной пленки на аллюминие. Поэтому для сварки используют инертный газ-аргон. Аргон частично вытесняет кислород воздуха. Но все равно при начале сварки места стыков должны быть обезжирены и зачищены абразивными инструментами, желательно под струей аргона. Иначе алюминиевый электрод, даже с аргоном, при подаче будет просто-напросто плавится и сворачиваться шариками и не прилипать.
Если у кого есть свои способы пайки алюминия, делитесь, будет интересно.
Особенности пайки меди
Особенности пайки меди нужно знать всем, решившим организовать домашнюю мастерскую. Зная, чем и как спаять медь с нержавейкой в домашних условиях, легко избежать множества ошибок. Не менее важно выяснить, как паять медь паяльником с латунью и другими материалами.

Общая информация
Прежде чем приступать к пайке меди, необходимо внимательно изучить ее методику. Попытки сразу использовать паяльник или другое оборудование точно ни к чему хорошему не приведут. Ответственные специалисты обязательно изучают тематические ГОСТы:
- 17325-79 (базовые определения и термины);
- 17349-79 (ключевые способы и методы);
- 19249-73 (виды соединений, получаемых пайкой);
- 859-78 (основные марки меди);
- 19250-73 (типы паяльных флюсов);
- 7219-83 (технические параметры бытовых паяльников).

Пайка меди проводится двумя ключевыми способами. При высокотемпературной методике производится нагрев до 900 градусов. Подобный подход дает очень хорошие результаты на трубах высокого давления. Разумеется, тут нельзя обойтись без специальных материалов — рядовой припой не справится с такой задачей. А в идеале под каждое конкретное задание должен подбираться свой тип припоя.
С инженерной точки зрения пайка представляет весьма сложный физико-химический процесс, при котором достигается неразборное соединение. Часть детали под воздействием нагретого вещества будет плавиться, при этом происходят такие частные процессы, как:
- смачивание;
- растекание;
- насыщение зазора;
- кристаллизация.

То, насколько прочным окажется стык, зависит от появляющихся химических связей между соприкасающимися слоями, а также между отдельными частицами. Преимущества пайки таковы:
- возможность связывать произвольное сочетание металлов;
- возможность начинать работу независимо от того, до какой температуры сначала прогреты изделия;
- возможность связать металлические и неметаллические вещества;
- доступность соединений для последующей распайки;
- сравнительно точная выдержка геометрии и габаритов изделия;
- минимизация внутренних напряжений и риска коробления;
- механическая крепость;
- довольно высокая производительность (особенно при капиллярной пайке).


Медь паять легче, чем многие другие металлы. Ее поверхность очищается от грязи без всяких проблем. Реакция разогретой на воздухе меди с кислородом и другими контактными веществами практически отсутствует. Потому можно отказаться от различных флюсов сложного состава. Трубопроводы паяют в основном по «капиллярной» методике, что усложняет отбор труб по геометрическим показателям, однако позволяет добиваться исключительно высоких результатов.


Важные особенности имеет пайка медных шин. Нахлест в этом случае должен быть равен сечению обрабатываемых деталей как минимум. В идеале нужно делать на 50% больше, потому что приходится еще готовить отверстия под болты и стягивать изделия. Можно и ряд мелких крепежей в два ряда вкрутить — тогда прочность дополнительно возрастет. Лужение производится отдельно для каждой части, чтобы припой гарантированно затек в щель.


Инструменты и материалы
В промышленной практике используются разнообразные методы соединения деталей из меди. В домашних условиях можно воспользоваться обычным электрическим паяльником. Кроме него потребуются еще такие принадлежности и оборудование:
- флюс;
- твердый припой;
- щетка из металла;
- комплект кисточек;
- устройство для разрезания труб (ручного или автоматизированного типа);
- горелка на природном газе.

Мощность используемой техники определяется тем, насколько высока температура плавки расходников. Роль флюса состоит в том, чтобы предотвращать формирование оксидных пленок на соединяемых участках. Еще одна его функция — усиленное распределение припоя по будущему шву. В качестве припоя полезнее всего пользоваться оловом. Оно плавится при сравнительно низкой температуре, что делает работу удобнее. Иногда пользуются серебряным составом, но несмотря на свою привлекательность, он стоит дорого.
В чистом виде серебро не применяют, его перемешивают с оловом и/или с медью. Мягким припоем пользуются только в тех случаях, когда надо соединять водопроводные трубы. При этом действуют два важных ограничения: на диаметр канала — до 10 см, и на температуру прогрева частей — до 130 градусов. В разряд мягких припоев входят:
- свинцово-оловянные сплавы (это наилучший вариант);
- композиции с небольшим вхождением олова;
- композиции специального состава.

Твердые припои используют, чтобы получить максимально крепкий и стабильный шов. В эту группу входят медно-цинковый сплав, сочетание меди с фосфором и сама чистая медь. Для наибольшей стабильности соединения целесообразно применять многокомпонентные смеси. Если нужно паять медные проводящие жилы, то придется пользоваться графитовым электродом. В таком варианте можно вовсе отказаться от припоя и флюса.
В ряде случаев для пайки меди применяется бура. Она делится на 2 ключевых типа — А и Б. Что немаловажно, оба вещества химически недостаточно устойчивы. Хранить их больше 6 месяцев не рекомендуется. Для пайки бура типа Б подходит несколько лучше.

В промышленных условиях и даже в некоторых продвинутых мастерских широко применяется пайка лазером. Подобный подход часто применяют ювелиры, потому что для них важна точность и возможность работать даже на очень ограниченных участках. По той же самой причине лазерное оборудование ценят и радиомонтажники. Нагрев строго заданной области позволяет исключить негативные изменения в смежных частях изделия. Никаких посторонних звуков не будет, как не будет и загрязнений на обрабатываемых участках.
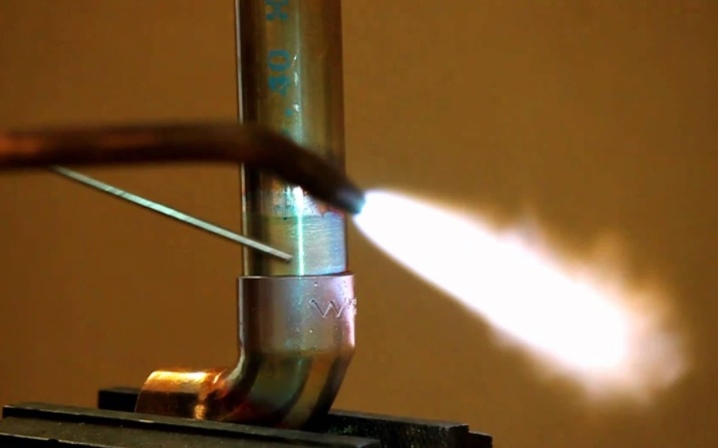
Для работы с медными трубами широко применяют еще и пруток. Стоит учесть, что он позволяет также оценивать изменение температуры трубчатых изделий. Они достаточно прогреты, если пруток начинает плавиться сразу при касании. Чтобы процесс шел лучше, пруток иногда дополнительно нагревают горелкой. Важно: хороший результат достигается только при достаточной чистоте поверхности.

Как паять?
Рассмотрим, как правильно производить пайку, используя различные варианты.
Трубы
При создании трубопровода можно спаять его части между собой даже в домашних условиях. Предварительная очистка проводится легко, и не требует агрессивных компонентов. Высокотемпературная пайка проходит при температуре от 450 градусов. Припоем в такой ситуации выступает серебро или сама медь. Капиллярная высокотемпературная пайка подразумевает обычно использование составов BAg или BcuP.
Рекомендован отжиг металла для его предварительного размягчения. Предотвратить чрезмерную потерю прочностных свойств помогает естественное охлаждение подготовленных швов. Усиленный обдув, тем более погружение в холодную воду, противопоказаны. Твердая пайка применяется для труб сечением 1,2-15,9 см, высокотемпературная — для газопроводов. В сантехнической практике сильный нагрев важен, если проводится монолитная состыковка деталей диаметром более 2,8 см, либо если предстоит обеспечить циркуляцию жидкости, прогретой более чем до 120 градусов.
К высокотемпературной обработке прибегают и при формировании отопительных контуров. Без труда можно будет создать отвод от уже подготовленной системы без демонтажных работ. Низкотемпературная обработка позволяет получать швы шириной от 0,7 до 5 см. Из-за малой прочности такое соединение непригодно для стыковки газовых труб. Зато отсутствие отжига позволяет сохранить прочность на достойном уровне, да и сама процедура безопаснее, таким способом можно получить швы от 0,6 до 10,8 см.
Нарезка труб по размеру производится обычно ручным труборезом. Ровный отрез получают, удерживая заготовку строго под углом 90 градусов к приспособлению. В соединяемых деталях не должно быть никаких заусенцев и задиров, способных помешать проходу жидкости. Перед нанесением флюса детали придется обезжирить. Излишки флюса недопустимы, как только его ровный слой нанесен, можно соединять части трубопровода и припаивать их друг к другу.
Как запаять алюминиевую трубку в домашних условиях: советы мастера

Судя по отзывам, многие домашние умельцы сталкиваются с необходимостью произвести соединение трубок из алюминия. В большинстве случаев эта задача выполняется путем вальцовки – несложного, доступного и безопасного для оборудования метода. Тем не менее иногда приходится выполнить пайку алюминиевых трубок. Если у вас есть элементарные технические знания, то справиться с этой задачей вы можете самостоятельно. О том, как запаять алюминиевую трубку в домашних условиях, вы узнаете из данной статьи.

В чем особенность работы?
Как утверждают специалисты, кондиционеры не комплектуются запасными трубами. Поэтому вам придется отправиться за ними в строительный магазин.

Можно также обзавестись медной трубкой, в которой есть примеси серебра. Главное, чтобы изделие было не подвержено коррозии, выдерживало без деформации значительное давление и перепады температуры. Как запаять алюминиевую трубку? Можно воспользоваться двумя методами, а именно высоко- и низкотемпературным. В первом случае для плавления припоя нужна температура не менее 600 градусов. Также данный показатель может достигать и 900. Метод предназначен для работы трубками, выдерживающих большую нагрузку. Низкотемпературный используется для труб с меньшей нагрузкой в холодильных установках. Если работать приходится с мягким припоем, то температурный показатель достигает 450 градусов, и больше – с твердым припоем.
О материалах и оборудовании
Перед тем как запаять алюминиевую трубку, обзаведитесь следующими инструментами:
- Труборезом. Он необходим для подготовки торца трубки, который будет соединяться посредством припоя.
- Трубогибом. Если работать без данного инструмента, то, скорее всего, на трубке образуются заломы, что отрицательно скажется на проходимости. С помощью трубогиба, вы сможете сгибать трубы под нужным углом.
- Паяльником и газовой горелкой.
- Припоем. Он может быть твердым или мягким. Герметичная и прочная пайка напрямую зависит от чистоты поверхности.
Конечно, придется приобрести непосредственно саму трубку. Ее диаметр зависит от мощности оборудования. Чем он мощнее, следовательно, больший будет диаметр. Цена изделия будет зависеть от ее технических характеристик, свойств металла и марки производителя. Как утверждают специалисты, на алюминиевых трубках экономить не стоит, поскольку это отразится на качестве работы устройства и его эксплуатационном ресурсе.
О припоях
Тем, кто не знает, чем запаять алюминиевую трубку кондиционера, можно порекомендовать воспользоваться медно-фосфорными и серебряными припоями. Для изделия из меди фосфорный лучше заменить припоем, в котором есть ионы серебра. Дело в том, что фосфорное вещество является довольно хрупким в сплавах, в которых количество никеля превышает 10%. Если в твердом припое содержится кадмий, то вам придется побеспокоиться о здоровье, поскольку пары кадмия могут отравить ваш организм. Перед тем, как запаять алюминиевую трубку в холодильнике, следует определить вид соединения. Например, медь с медью, со сталью и с алюминием.
В первом случае придется работать медным припоем. Стык с помощью горелки нужно разогреть до 600 градусов (он станет темно-вишневого цвета). Далее припой следует окунуть во флюс. Чтобы произошло плавление, нужно к разогретому стыку прижать пруток. Со стыками сталь-сталь и медь-сталь работают серебросодержащим припоем, который еще называют серебряным. Для плавления припоя с большим содержанием серебра потребуется меньшая температура. Кроме того, он обладает лучшей смачиваемостью и обтекаемостью, в отличие от медно-фосфорных, для плавления которых нужна температура выше.

Из-за специфического химического строения алюминия во время пайки у вас могут возникнуть трудности. Причина заключается в том, что алюминий является довольно активным металлом.

Это значит, что реагентами могут быть различные химические вещества. При взаимодействии этого цветного металла с кислородом, на поверхности изделия наблюдается образование очень тонкой и одновременно необычайно прочной оксидной пленки. Ввиду того, что свойства алюминия и его оксида полностью противоположны, следует полностью исключить образование данной пленки. Для этой цели вам и понадобится флюс.

С помощью этого вспомогательного материала с припоя и поверхности спаиваемого изделия удаляются окислы. Кроме того, флюс предотвращает их образование. Судя по отзывам, самой лучшей маркой является Ф-64 с 40% содержанием активного фтора. После работы спаиваемую поверхность нужно обязательно промыть. Флюс А-214 считается универсальным безотмывным средством с температурой плавления от 150 до 400 градусов. После работы его остатки легко удаляются обычной салфеткой, которую предварительно смачивают спиртом.
В чем суть процедуры?
Перед тем как запаять алюминиевую трубку, следует разобраться, что же представляет собой процесс пайки. Образование соединений путем пайки происходит в два этапа. Сначала создают физический контакт между поверхностями. Далее физический контакт преобразуется в квантомеханическое взаимодействие между электронными оболочками атомов. Чтобы инициировать между поверхностями физический контакт и дальнейшую химическую связь, паяемый металл смачивают с помощью жидкого припоя. Целесообразность его применения зависит от такого показателя как тип межатомных сил на контактирующих поверхностях. Если наблюдается физическая адсорбция, то в результате смачивания жидким припоем получится малопрочное соединение. Если жидкий и твердый металлы химически взаимодействуют, то путем смачивания образуется прочная связь.
Нагрев поверхностей
Тем, кто не знает, как запаять алюминиевую трубку и с чего начать, специалисты рекомендуют предварительно подготовить поверхности соединяемых деталей. Нагревают их с помощью снопа пламени. Желательно, чтобы он был на расстоянии 1 см от поверхности. Если нужно соединить массивные детали, то лучше воспользоваться многосопловыми горелками с мягким и равномерным нагревом. Медно-цинковые припои растапливают при помощи окислительного пламени, при котором испарение цинка уменьшено.
Нержавеющие стали нагревают нормальным пламенем. Главное, чтобы при этом не образовывались карбиды хрома, способные инициировать межкристаллитную коррозию. Если нужно паять разнородные детали, имеющие различную толщину, то пламя нужно направить на поверхность с большей тепловодностью и массой.

О газопламенной пайке
В данном случае вам понадобится специальная горелка, которая работает на бытовом газе, пропане или ацетилене. Используется для нагрева деталей, толщина которых не превышает 1 см. Кроме алюминия, ацетиленовые горелки применяют для нагрева и спайки углеродистых и низколегированных сталей, серого чугуна, меди, никеля, медно-никелевых сплавов, серебра и золота. Нужно определить температуру, при которой будет осуществляться пайка. Важно, чтобы данный показатель на 50 градусов был больше температуры плавления используемого припоя. Для газопламенной пайки подойдет оловянно-свинцовый, оловянно-цинковый, медный, серебряный, алюминиевый и золотой припои. Процедура длится в течение трех минут. Пропан подается под давлением до 400 кПа (не ниже 100), ацетилен от 60 до 80, бытовой газ – 30 кПа. При выборе флюса вам придется исходить от температурных показателей и свойств припоя. Можно также воспользоваться газообразными флюсами.
О ремонте автомобильных кондиционеров. Способы
Часто владельцы автомобилей задают вопрос, как запаять алюминиевую трубку кондиционера авто? Некоторые пытаются исправить проблему своими силами. Если эту задачу выполнить неправильно, то вам придется отправиться в СТО, чтобы специалист все переделал. Восстановить алюминиевые трубки можно двумя способами, а именно путем заваривания трещины или путем напыления на них специального композитного вещества.
Причины поломок
Может быть так, что алюминиевые трубки в кондиционере автомобиля просто засорились. Происходит это преимущественно в зимнее время, когда кондиционер не работает. По мере накапливания загрязняющих частиц между радиаторами в кондиционере и двигателе происходит засорение всей магистрали. В итоге хладагент будет циркулировать и смешиваться с влагой уже не в полной мере. За счет наличия реагентов, нарушения уровня влаги и перепадов температур разрушается алюминий, из которых сделаны трубки. Таким образом, их эксплуатационный ресурс зависит от климата, температурного режима, особенностей дорожного покрытия, участия в дорожных происшествиях и общих нагрузках на автомобиль. В комплексе эти факторы отрицательно скажутся на состоянии охлаждающей системы.

С чего начать?
В первую очередь нужно произвести диагностику устройства. Как утверждают специалисты, сделать это на глаз будет затруднительно. Дело в том, что трубка может быть с микротрещинами, через который и вытекает фреон. Поскольку хладагент бесцветный, его утечку выявляют с помощью специального оборудования. Начинают с внешнего осмотра, далее замеряют давление хладагента, а затем с помощью ультрафиолетовой диагностики и течеискателя определяют место утечки фреона. Если вы не хотите терять свое время на устранение неполадок, сразу воспользуйтесь услугами специалистов. Например, на юго-востоке Москвы запаять алюминиевую трубку вы можете в нескольких автосервисах. Например, в Red Hot Service вам, кроме пайки труб охладительного устройства, произведут и другие работы, а именно заменят масло, заправят кондиционер, отремонтируют электрооборудование.
Устранение маленьких трещин
Тем, кто не знает, чем можно запаять алюминиевую трубку, опытные мастера порекомендуют использовать специальные составы. Если трубки в вашем кондиционере с совершенно маленькими трещинками, еле видными глазу, то можно обойтись без аргонно-дуговой сварки. На дырочки в трубки наносят специальные заплатки. Важно, чтобы их толщина была не менее 3 мм. Для этого трубки из алюминия смесью покрывать следует в несколько слоев. Если трещины большие, то вам не обойтись без аргонно-дуговой сварки. Преимущество ее в том, что она исключает контакт поверхности с кислородом, а, следовательно – образование оксидов. Таким образом, работая аргонно-дуговой сваркой, вы можете обойтись без флюса.
Ход работ
Судя по многочисленным потребительским отзывам, с этой работой может справиться каждый, даже с небольшим опытом пайки. Для начала приобретите труборез, специальный гибочный станок и сварку. Некоторые домашние умельцы вместо трубореза пользуются ножовкой по металлу. Как утверждают специалисты, делать так не стоит, поскольку качество работы будет не тем. Трубогиб может быть универсальный (им работают с различными диаметрами) и специфический (предназначен для трубок определенного диаметра).
Далее следует купить трубки из алюминия, отрезать из них нужную длину и погнуть на гибочном станке. После приготовления трубок займитесь нарезкой фитингов и соедините все в одну систему. Прежде чем соединять, тщательно почистите трубки с помощью наждачной бумаги или металлической щетки. Если на изделиях останется смазка, краска или земля, то сцепление металла с припоем будет хуже. Если вы хотите соединить две трубки, вставьте их друг в друга, чтобы оставался небольшой зазор (0,2 см), который в дальнейшем будет заполнен расплавленным припоем. После выполнения этих действий можно приступать непосредственно к самой пайке.
Как запаять кастрюлю с дыркой в домашних условиях — лучшие способы
Когда ваша кастрюля начала протекать, можно попробовать запаять её. Такой метод позволит вам увеличить срок жизни посуды. Необходимо знать, как можно правильно запаять кастрюлю, чтобы высокие температуры и жидкость не привели к образованию другой дыры.

Вам понадобится

Шаги ремонта
1. Используйте небольшой кусок алюминиевой проволоки для пайки или оловянный припой, если дырка маленькая. Если отверстие большое, то рекомендуется использовать кусок медной пластины или латку, которая размерами будет слегка больше, чем дырка.
2. Перед пайкой посуды, нужно зачистить поверхность дна надфилем, наждачной бумагой или напильником, чтобы был виден металл. На кастрюле не должно быть налета, а медную пластину нужно отполировать до блеска. После этого примените растворитель или бензин для обезжиривания поверхности, затем используйте флюс для смазки посуды, можно взять кисточку. В данном способе флюс используется для полного очищения жировых загрязнений, а также уборки оксидных пленок с металла. Некоторые берут «паяльную жидкость» или «паяльную кислоту» вместо флюса.

3. Нагрейте паяльник и опустите его в порошок канифоли или нашатыря — это позволит очистить прибор от оксидов металлов. Когда появиться легкий дым, можно приступать к ремонту. Инструментом дотроньтесь до припоя, чтобы он покрылся блестящей пленкой. Далее перенесите припой на жале на область пайки. Всю поврежденную поверхность дна кастрюли нужно залудить припоем.
4. Отверстия небольшого размера можно полностью прикрыть припоем. Если применяется пластина, тога припой нужно нанести вокруг отверстия, аккуратно разровнять и сверху наложить заплатку. Можно еще раз прогреть всю поверхность латки паяльником, чтобы пластина прочно сидела на своем месте.
5. Когда припой остынет, используйте сырую тряпку для протирки поверхности, после чего возьмите наждачку и зачистите место ремонта.

6. Как запаять алюминиевую кастрюлю? Такую посуду очень сложно спаять. Вам нужно сразу после зачистки области спая быстро залить заранее расплавленную канифоль, чтобы на поверхности не появилась оксидная пленка. Для пайки используется очень качественный паяльник не меньше 100 Вт. Берите припой из 80% или 95% олова, и так же 20% и 5% висмута. Используйте флюс из стеарина или парафина. Если соблюдать такие условия, то вы можете без особого труда запаять кастрюлю из алюминия.
Источник