Как настроить аппарат для сварки алюминия — полная инструкция
Содержание:
Комплектующие для сварки. Выбор комплектующих
Процесс сварки алюминия начинается не только с выбора сварочного аппарата, но и с выбора правильных и подходящих комплектующих и расходных материалов. Давайте разберемся, какие расходные материалы понадобятся, чтобы сварить алюминиевый сплав. Первым делом нужно понимать тип сварки алюминия. Для TIG и MIG сварки набор комплектующих будет отличаться.
Для любого типа сварки понадобится защитный газ, который в работе подключается непосредственно к аппарату. Для сварки алюминия используется только инертные газы аргон, гелий или их смеси.
Выбирая тип газа, учитывайте, что гелий предпочтительнее использовать при сварке толстостенных деталей. Благодаря более высокой теплопроводности гелия в сварочной ванне удается поддерживать более высокую температуру, что лучше сказывается на качестве сварочного шва при больших толщинах.
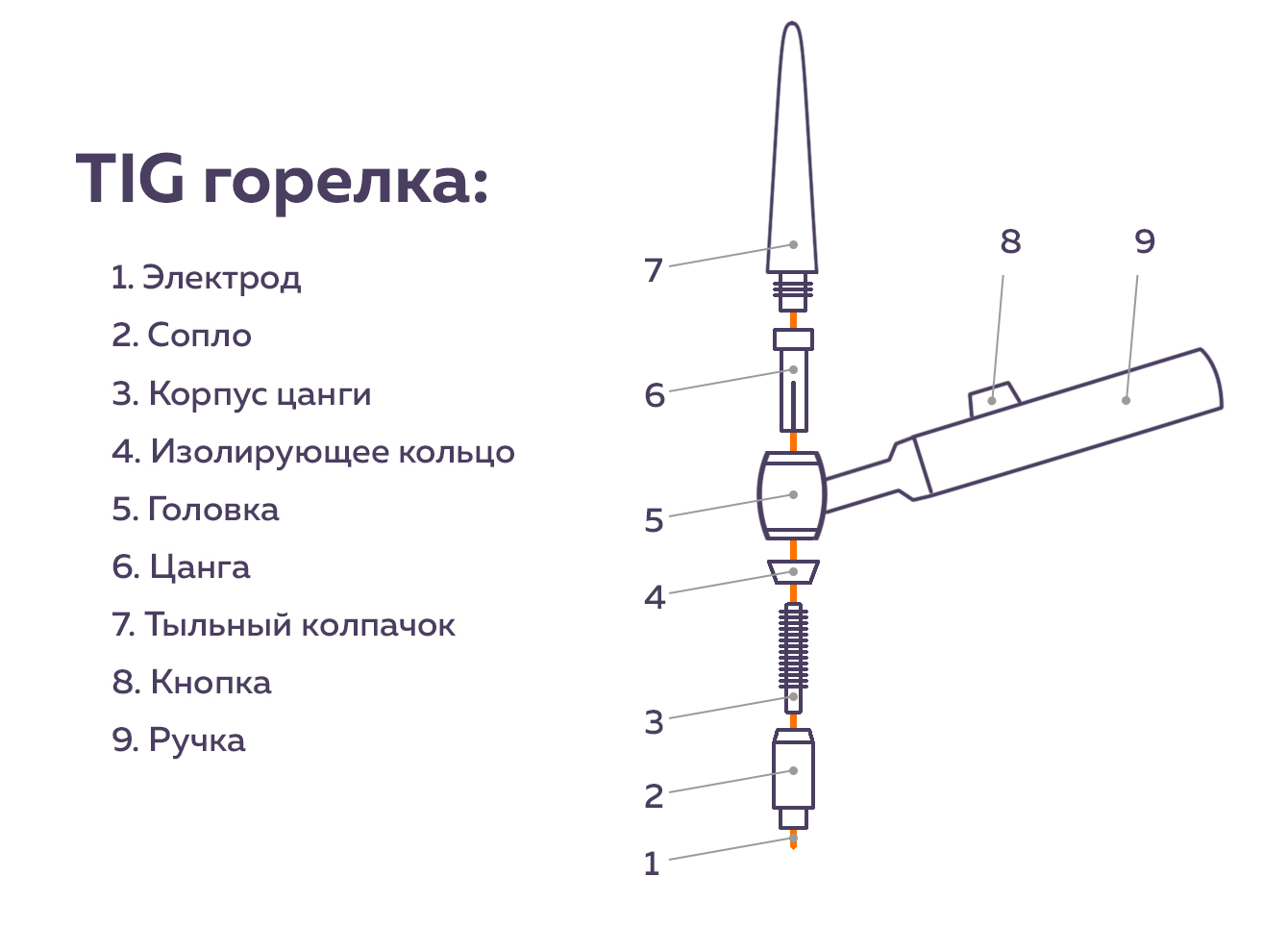
Для TIG сварки понадобятся:
- Вольфрамовый электрод – это стержень, который состоит из вольфрама и незначительного включения редкоземельных металлов. Чем больше вольфрама и меньше примесей, тем он будет дороже, но намного лучше в работе. Электроды со временем выгорают и требуют замены. Перед началом работы его следует заточить на нужный угол. Диаметр вольфрамового электрода подбирается под оптимальную силу сварочного тока и зависит от рода тока (постоянный или переменный). Для переменного тока нужны электроды большего диаметра, чем для постоянного при той же силе тока. Если диаметр электрода будет больше оптимальной силы тока, то сварочная дуга будет нестабильна, качество сварки ухудшится. Если меньше, то электрод будет быстро плавиться, что, соответственно, приведет к быстрому выходу из строя цанги, зажима цанги и керамического сопла.
- Цанга. Назначение цанги – это надежно зафиксировать электрод и передать на него сварочный ток. Подбирается точно под диаметр вольфрамового электрода.
- Зажим (корпус, держатель) цанги. Функция зажима – это фиксация цанги с электродом в головке TIG горелки, передача сварочного тока на электрод от кабеля и подача защитного газа в область сварки через специальные отверстия в корпусе зажима. На передней части зажима цанги выполнена резьба для крепления керамического сопла. Внутренний диаметр зажима цанги должен соответствовать наружному диаметру цанги.
- Тыльный колпачок (каппа, хвостовик, пенал). Предназначен для защиты и надежной фиксации вольфрамового электрода в цанговом зажиме горелки. Колпачки бывают разной длины: длинные, средней длины и короткие.
- Керамическое сопло. Основная задача сопла –равномерно распределять защитный газ для надежного удаления и замещения атмосферного воздуха из зоны сварки. По форме сопла бывают: конические, цилиндрические и профилированные (специальной формы). Керамические сопла бывают разной длины и внутреннего диаметра. Внутренний диаметр керамического сопла определяет размер газовой струи и зависит от диаметра используемого вольфрамового электрода. При выполнении сварочных работ на открытых площадках следует выбирать сопла с большим диаметром. Они обеспечивают лучшую защиту зоны сварки.
- Сварочная присадка. Представляет собой прутки диаметром от 1,6 до 4 мм длиной около 1 м. Хранение присадки после вскрытия герметичной упаковки должно быть минимальным. Быстрое окисление ее поверхности приведет к ухудшению качества сварного шва. Ее химический состав должен сочетаться с составом свариваемой детали. Диаметр присадки подбирается исходя из толщины свариваемого металла и желаемого размера шва.
Для MIG сварки понадобится:
- Сварочная проволока представляет собой алюминиевую холоднотянутую проволоку, смотанную в катушки разного размера весом от 0,5 кг до 7 кг. Размер катушки подбирается исходя из возможностей сварочного аппарата. Обычно используют проволоку диаметром от 1,0 мм до 1,6 мм. Проволока маленького диаметра быстро расходуется и подвержена большему риску замятия или деформации при протяжке.
- Сварочный наконечник предназначен для передачи сварочного тока непосредственно на проволоку. Внутренний диаметр сварочного наконечника должен строго соответствовать диаметру используемой проволоки, обычно он на 5-15% больше предполагаемого диаметра проволоки. При меньшем диаметре сварочная проволока будет застревать и деформироваться в наконечнике. При большем диаметре будет плохой контакт наконечника с проволокой, скачки силы тока, треск, нестабильная сварочная дуга. Со временем внутренний диаметр отверстия увеличивается за счет износа трением, и наконечник нужно заменить на новый.
Подготовка к работе
Для TIG и MIG/MAG сварки:
Убедитесь, что баллон с защитным газом стоит устойчиво на ровной поверхности и хорошо закреплен.
Следует проверить правильность подключения шлангов к аппарату, наличие защитного газа в баллоне. Выставить оптимальный расход газа. При MIG сварке для проволоки диаметром 1,00 мм – это 12-14 л/мин, 1,20 мм — 14-16 л/мин, 1,60 мм — 18-22 л/мин. Для TIG сварки расход зависит от диаметра керамического сопла и составляет от 5 до 12 л/мин. Если работы выполняются на улице, следует увеличивать расход газа. Иначе ветер может сдувать облако защитного газа.
Выберите удобное место для работы и ровную площадку для установки аппарата. Желательно, чтобы аппарат находился недалеко от места сварки и места подключения к сети. Иначе придется использовать длинные сварочные рукава и кабели.
Для TIG сварки:
Для MIG/MAG сварки:
Для полуавтоматов обязательно нужно использовать импульсный режим.
Проверить наличие тефлоновой трубки для подачи проволоки в сварочном рукаве. Трубки из других материалов не обеспечивают равномерную подачу алюминиевой проволоки без ее деформации из-за большой силы трения проволоки внутри канала. При длине сварочного рукава более 3-х метров необходимо использование горелки с дополнительным механизмом подачи проволоки в самой горелке типа Push-Pull.
Для MIG сварки алюминия нужно обязательно проверить работу подающего устройства. Для мягкой алюминиевой проволоки допустимо использовать только 4-х роликовый подающий механизм с гладкой (без насечек) U-образной канавкой, которые предотвращают образование задиров и другие деформации проволоки перед подачей в зону сварки.
Желательно, чтобы место сварки было защищено от ветра и сквозняков.
Зону сварки на поверхности алюминия перед работой обязательно необходимо зачистить с помощью наждачного диска, жесткой металлической щетки или абразивной шкурки. Делать это следует непосредственно перед сварочными работами. Кроме грязи или жировых отложений, на поверхности алюминия быстро образуется тонкий слой оксидов, который значительно затрудняет сварку. Также важно хорошо просушить заготовку, предварительно хорошо прогрев ее, чтобы вся лишняя влага испарилась.
Настройка аппарата
Лучше всего, если это будет специальный режим для сварки алюминия. Например, импульсный или двойной импульсный режим для MIG сварки или смешанный MIX-TIG режим для TIG сварки. Другие сварочные режимы не обеспечивают достаточное качество сварки алюминия и его сплавов или очень сложны в настройке.
Установите все параметры сварочного цикла. Силу тока горячего старта и его длительность. Сила основного тока подбирается исходя из толщины свариваемого металла, примерно 20-40 А на 1 мм толщины заготовки.
Аппарат MIG сварки для сварки алюминия обязательно должен иметь настраиваемый импульсный режим, MIG Pulse или MIG Double Pulse. Необходимо установить частоту и длительность импульса, силу пикового тока и соотношение пикового тока к основному.
Для сварки алюминия на аппарате TIG сварки обязательно должен быть включен режим переменного AC тока, это минимум который необходим для сварки алюминия. Важно иметь возможность настройки баланс тока (соотношение длительности положительного и отрицательного полупериодов) и баланс полярности тока (соотношения силы тока в положительном и отрицательном полупериодах), это позволяет уменьшить скорость разрушения вольфрамового электрода.
Но швы высокого качества с минимальными временными затратами на настройку аппарата может обеспечить специальный режим MIX TIG. При настройке необходимо установить соотношение длительности периодов постоянного, переменного тока и частоту.
После полной настройки аппарата попробуйте сделать пробный шов. Если необходимо, проведите коррекцию параметров сварочного цикла.
Если в аппарате уже есть готовые настроенные сварочные циклы или синергетическое управление, поначалу предпочтительнее пользоваться ими.
Источник
Как варить алюминий: обзор моделей и правила работы.

Сварка алюминия – сложный технологический процесс. Использование аргона во многом помогает его облегчить. Аргонодуговая сварка не столь распространена, как MMA или MIG, и в основном используется в профессиональной сфере. Но сейчас все больше и больше сварщиков хотят освоить этот метод. О том, как правильно варить алюминий аргоном, узнаете из данной статьи.
Содержание:
Помимо производственной и строительной сферы, сварка с использованием аргона широко распространена в ремонте автомобилей. Есть и специализированные организации, которые оказывают услуги по аргонодуговой сварке. Скажем сразу, стоимость работ недешевая – за 1 см сварочного шва могут назначить цену в 100 – 120 рублей. Это обосновано сложностью технологии: далеко не каждый сварщик умеет варить аргоном – такие мастера на вес золота. Хотите стать одним из них? Тогда расскажем по порядку о тонкостях аргонной сварки алюминия.
Сложности процесса
- Алюминий – очень капризный металл, поэтому к нему нужен особый подход. Это обусловлено следующими его свойствами.
- Оксидная пленка – присутствует на поверхности металла и имеет температуру плавления выше, чем у самой заготовки. От нее нужно избавиться, не повредив при этом деталь.
- Большая усадка – может стать причиной изменения формы шва при его застывании.
- Легкая окисляемость – является причиной появления тугоплавкой пленки на расплавленном металле. Это препятствует образованию монолитного шва.
- Низкая температура плавления – данный вид металла начинает плавиться при температуре 660 °C. Поэтому при воздействии слишком высоких температур, необходимых для удаления оксидной пленки (свыше 2000 °C), металл теряет свою прочность.
- Сохранение цвета при плавлении – усложняет контроль состояния металла. Бывает сложно зрительно определить, что материал перегрет, поэтому могут возникнуть прожоги.
- Большая текучесть – усложняет формирование сварочной ванны, в некоторых случаях приходится использовать теплоотводящие подкладки.
- Высокая теплопроводность – требует проведения сварки с силой тока, в 1,5 раза превосходящей значение тока сварки сталей, которые плавятся при гораздо более высокой температуре.
- Подверженность образованию трещин и пор – является причиной ослабления сварного шва. Поры образуются при испарении водорода, содержащегося в алюминии, а трещины – при охлаждении детали (обычно происходит на заготовках из сплавов алюминия).
Часть этих проблем решает умение сварщика и правильная подготовка поверхности, а часть – аргонная сварка алюминия. Ведь аргон вытесняет кислород из зоны образования шва, создает электропроводную плазму, разрушает оксидную пленку. В результате удается получить качественное эстетичное соединение, не подверженное трещинам и деформации. Именно поэтому данный метод применяют при выполнении ответственных соединений. Но прежде чем описывать сам процесс, разберемся, что понадобится для работы.
Какое оборудование необходимо?

Важно помнить, что алюминий нельзя сваривать на постоянном токе прямой полярности, поэтому аппараты постоянного тока (DC) для работы однозначно не подходят. Нужен аппарат переменного тока (AC) либо универсальный (AC/DC). Очень удобны модели инверторного типа: к их достоинствам относится компактность, легкость регулировок, стабильность процесса сварки.
При покупке оборудования важно правильно определить необходимую для работы силу тока. Выбор делают исходя из толщины соединяемых деталей и типа шва. Например, для сварки металла толщиной 2 мм с отбортовкой кромок сила тока должна достигать 80 – 85 А. Если же работать с заготовкой толщиной в 4 мм и выбрать соединение встык, нужна сила тока до 150 А. Для сварки более толстого металла (до 5 – 6 мм) приходится делать двухстороннее соединение – сила тока может превышать 200 А (подробные рекомендации представлены в таблице).
Рекомендации специалистов. Выбирая сварочное оборудование, обратите внимание на модели BRIMA TIG-200 AC/DC и BlueWeld Prestige TIG 222 AC/DC HF/Lift. Они имеют микропроцессорное управление, бесконтактное высокочастотное возбуждение дуги, функцию форсирования дуги. Контроль рабочих параметров упрощается за счет электронного дисплея. Максимальное значение сварочного тока достигает 200 А. У аппарата BlueWeld предусмотрена защита от короткого замыкания и перепадов напряжения, есть возможность подключения водяного охлаждения для продолжительной работы без угрозы перегрева. Если вам нужен аппарат с большим значением силы тока, подойдет аргонодуговая установка СЭЛМА УДГУ-251 АC/DC (250 А), работающая от трехфазной сети. В конструкции предусмотрены колеса для удобства перемещения.
Также аргонодуговая сварка требует применения дополнительного оборудования: газового баллона, рукавов для соединения с рабочим инструментом, горелки. Оснасткой являются неплавящиеся вольфрамовые электроды и присадочный пруток (параметры выбора приведены в таблице).
Подготовка поверхности металла
Важным этапом является очистка кромок заготовок. Прежде всего нужно провести механическую обработку и обезжиривание. Для удаления жировых и масляных следов используют ацетон или другой растворитель. Также может потребоваться разделать кромки – обычно это необходимо заготовкам толщиной свыше 4 мм. Данный процесс заключается в их скосе, чтобы сварочная ванна находилась ниже поверхности детали – для формирования корня шва. Чтобы исключить прожоги, оставляют небольшое притупление. Для тонких деталей применяется метод отбортовки, то есть кромки загибаются под прямым углом относительно листа таким образом, чтобы при стыковке они плотно прилегали друг к другу. Правильная подготовка кромок перед аргонной сваркой алюминия поможет снять деформацию и напряжение в заготовке и повысит качество формирования шва.
Важно удалить с металла оксидную пленку. С этой целью кромки заготовок на ширине до 30 мм подвергают абразивной обработке, например, проходятся наждачной бумагой. Может использоваться и напильник.
Рекомендации специалистов. Чтобы обеспечить эффективный отвод тепла, заготовку размещают на стальной или медной прокладке. Особенно важна такая мера при работе с тонкими листами – это поможет избежать прожогов.
Алгоритм сварки
После того как детали будут готовы к сварке, необходимо правильно настроить сварочный ток, выбрать электрод нужного диаметра и присадочную проволоку. Воспользуйтесь информацией, приведенной ниже. Если сварочный аппарат двухрежимный, его нужно перевести в режим переменного тока (АС).
| Способ формирования шва | Сила тока, А | Толщина заготовки, мм | Диаметр электрода, мм | Диаметр проволоки, мм |
| С отбортовкой кромок | 45 – 50 | 1,0 | 1,0 | — |
| 70 – 75 | 1,5 | 1,6 – 2,0 | — | |
| 80 – 85 | 2,0 | 1,6 – 2,0 | — | |
| Встык, односторонний | 55 – 75 | 2,0 | 1,5 – 2,0 | 1,0 – 2,0 |
| 100 – 120 | 3,0 | 3,0 – 4,0 | 2,0 – 3,0 | |
| 120 – 150 | 4,0 | 3,0 – 4,0 | 2,0 – 3,0 | |
| Встык, двусторонний | 120 – 180 | 4,0 | 3,0 – 4,0 | 3,0 – 4,0 |
| 200 – 250 | 5,0 | 4,0 – 5,0 | 3,0 – 4,0 | |
| 240 – 270 | 6,0 | 4,0 – 5,0 | 3,0 – 4,0 |
 Рекомендации специалистов. Начало сварочных работ ведется на большем значении тока, так как необходимо хорошо прогреть металл. По мере формирования шва ток нужно убавлять, так как тепло распространяется по траектории стыка – это поможет избежать прожогов.
Рекомендации специалистов. Начало сварочных работ ведется на большем значении тока, так как необходимо хорошо прогреть металл. По мере формирования шва ток нужно убавлять, так как тепло распространяется по траектории стыка – это поможет избежать прожогов.
Важно правильно подобрать интенсивность подачи инертного газа. Во многом это зависит от силы тока и скорости ведения горелки. Например, при сварке алюминиевого листа толщиной в 1 мм с силой тока до 50 А расход аргона составляет 4 – 5 л/мин. Если приходится обрабатывать деталь толщиной в 4 – 5 мм, а значение сварочного тока превышает 150 А, расход увеличивается до 8 – 10 л/мин. Чрезмерная подача аргона в зону сварки может стать причиной подмешивания в газ воздуха, что негативно скажется на формировании шва. Если же, напротив, газа недостаточно, не удастся добиться эффективной защиты сварочной зоны от кислорода.
Рабочий процесс начинается с продувки газом. Для этого горелку включают на 20 секунд. Подносят рабочую часть к металлу на расстоянии до 2 мм – это оптимальное расстояние для возбуждения электрической дуги. Важно помнить, что аргонная сварка алюминия, впрочем, как и других металлов, не терпит разжигания дуги касанием. Поток аргона защищает зону сварки от кислорода, а электродуга расплавляет кромки и присадочную проволоку (при ее использовании). Для формирования шва следует держать горелку так, чтобы электрод был расположен под углом в 70 – 80° относительно детали.
Если вы используете присадочную проволоку, она должна подаваться под прямым углом относительно электрода. Проволока движется перед электродом, так удается лучше защитить шов. Подача присадочного материала осуществляется короткими возвратно-поступательными движениями. Процесс заключается в том, что проволока приближается к поверхности и касается кончиком, затем направляется назад и вверх. Недопустимы поперечные движения электрода и проволоки. Чтобы шов был равномерным, движения сварщика должны быть плавными. Если делать резкие движения, металл может разбрызгиваться.
Рекомендации специалистов. При аргонной сварке алюминия на протяжении всего шва старайтесь соблюдать одинаковое расстояние между электродом и заготовкой – оно должно быть не более 1,5 – 2,5 мм. Чем оно меньше, тем короче будет дуга, а металл расплавится равномерно. В итоге вы получите эстетичное и прочное соединение.
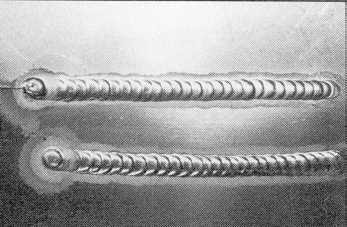
Из-за усадки алюминия при нагреве расплавленный металл быстро застывает. Поэтому углубление в конце шва при охлаждении может лопнуть. Чтобы этого не случилось, необходимо в конце шва направить дугу в обратную сторону и заварить это углубление. После окончания следует продуть горелку газом – не более 10 секунд. Как определить качество шва? Он должен иметь одинаковую ширину, а его структура – напоминать чешуйки. При этом не должно быть пузырей, наплывов и непроваров.
Вот и все, что нужно знать об аргонной сварке алюминия на начальном уровне. Надеемся, что наша статья помогла вам разобраться в технологии и особенностях процесса. Чтобы приступить к работе, вам понадобится оборудование для TIG-сварки. Купите его в нашем интернет-магазине и как можно быстрее приступайте к работе!
Источник