Технические характеристики углеродистой стали 3
К категории конструкционных углеродистых сплавов обыкновенного качества относится сталь 3, характеристики которой обеспечили ей применение во многих областях народного хозяйства. Одним из факторов, способствующих широкому распространению материала, является его низкая себестоимость.

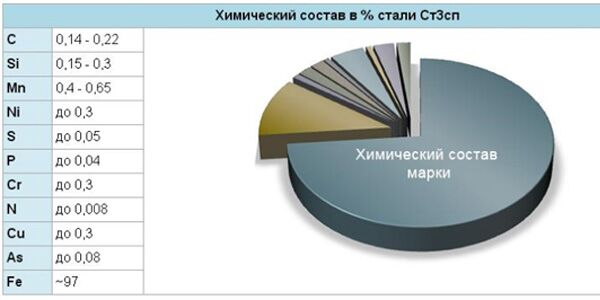
Химический состав 

Расшифровка марки стали Ст3 указывает на основные компоненты в ее составе – железо (97%) и углерод (0,14-0,22%). От концентрации углерода зависит основное качество сплава – его твердость. В состав стали входят также небольшие количества:
- марганца – 0,4-0,65%;
- кремния – 0,15-0,17%;
- никеля и хрома – по 0,3%;
- мышьяка – 0,08%;
- меди – до 0,3%;
- серы – 0,05%;
- фосфора – 0,04%;
- азота – до 0,008%.
Особенностью сплава Ст3 является жесткое регламентирование содержания вредных примесей – серы и фосфора. Фосфор снижает пластичность металла при действии высоких температур, а сера при взаимодействии с железом образует сульфиды, вызывающие явление красноломкости. Следует отметить и повышенную концентрацию азота, на который приходится почти 0,1%. В соответствии с ГОСТом 380-2005 сплав маркируется с сопутствующими индексами, которые указывают на степень раскисления, например, Ст3Гсп:
- первые две буквы указывают на углеродистую сталь обыкновенного качества;
- цифра «3» означает порядковый номер марки по данному ГОСТу;
- знак «Г» свидетельствует о модификации с повышенным содержанием марганца;
- «сп», «кп», «пс» – степени раскисления.
Заменителями марки стали Ст3 могут выступать:
- С245, согласно ГОСТу 27772-88;
- С285;
- ВСт3Сп.
Зарубежные аналоги маркируются по другим правилам:
- A57036, K01804 – США;
- 40B, 722M24, HFS4 – Великобритания;
- 1.0038, DC03 – Германия;
- E24-2, E24-4 – Франция;
- SS330, SS400 – Япония;
- Fe360B, Fe360C – Италия;
- G235C – Китай;
- RSt360B – Австрия;
- Fe235D – Венгрия.
Номенклатура продукции включает:
- сортовой и фасонный прокат по ГОСТу 2591-2006;
- листы различной толщины и штамповки;
- трубы и арматуру, согласно ГОСТу 10705-80;
- ленты и полосы, которые выпускаются по ГОСТу 14918-80;
- проволоку разного сечения.
Свойства сплава
Основные физические свойства стали 3:
- плотность – 7850 кг/м 3 , показатель может колебаться в определенных пределах;
- модуль упругости – 200 ГПа;
- коэффициент теплопроводности – 55 Вт/м*К;
- величина, характеризующая отношение относительного поперечного сжатия к растяжению – 0,3.

Среди технических параметров особое значение придается:
- поверхностной твердости – 131 МПа;
- временному сопротивлению – 360-570 МПа;
- пределу текучести – 235-245 МПа;
- относительному удлинению – 33%;
- относительному сужению – 59%;
- температурному диапазону ковки – 750-1300 градусов;
- неограниченной свариваемости любым из возможных способов;
- отсутствию склонности к отпускной хрупкости и флокеночувствительности.
Раскисление стали
На механические свойства стали Ст3 большое влияние оказывает степень раскисления, которая обязательно должна указываться в маркировке. Раскислением называют процесс удаления растворенного кислорода из расплава. Кислород считается вредной примесью, так как он образует с железом оксиды, повышающие хрупкость и пористость сплава.
В качестве раскислителей используются вещества, обладающие более высоким сродством к кислороду, чем железо – марганец, кремний или алюминий. Соединяясь с кислородом, они восстанавливают железо до свободного состояния. Образующиеся при этом оксиды MnO, SiO2, Al2O3 удаляются вместе со шлаками. Различают три степени окисления стали.
Спокойные стали входят в разряд самых качественных. Они маркируются символами «сп» и отличаются:
- плотной, однородной структурой;
- высокими показателями пластичности;
- максимальной устойчивостью к коррозии.
Характеристики стали 3сп позволяют использовать ее при сооружении несущих металлоконструкций. Ее главным недостатком является высокая стоимость.
Полуспокойные стали («пс») занимают промежуточное положение по качеству и цене. Их кристаллизация происходит без кипения, но с выделением большого количества газа. В силу более доступной стоимости полуспокойные стали часто используют для изготовления менее ответственных изделий.
Кипящие стали характеризуются:
- неоднородной структурой;
- высокой загрязненностью газами;
- повышенной хрупкостью.
Но они превосходно поддаются обработке при любом температурном режиме. При соблюдении необходимых условий они представляют самый доступный и практичный материал.
Термическая обработка
Для улучшения эксплуатационных характеристик стали Ст3 применяется термообработка с помощью:
- отжига, позволяющего добиться равновесной структуры металла и более низкой пластичности;
- закалки, придающей сплаву максимальную твердость;
- отпуска, который снимает внутренние напряжения, возникающие при закалке;
- цементации, повышающей поверхностную твердость и износоустойчивость без изменения внутренней структуры.
- для закалки – 900-920 градусов;
- отпуска – 180-250;
- нормализации – 920-950 градусов.
После термообработки основной структурной составляющей поверхности сплава становится мартенсит с карбидами высокой износостойкости и твердости – выше 60 HRC. Внутренняя структура металла будет оставаться пластичной и вязкой с показателем твердости 30-42 HRC.
Преимущества и недостатки
Плюсы и минусы сплава определяются его механическими свойствами. Одной из важных характеристик стали 3 является хорошая свариваемость без предварительной подготовки и последующей термообработки. Сварку можно проводить любым из методов:
- дуговым;
- электрошлаковым;
- контактно-точечным;
- плавящимся электродом в углекислом газе;
- аргонно-дуговым.
Для изделий, толщина которых превышает 36 мм, сварочные работы рекомендуется проводить с подогревом детали и термической обработкой шва.
Сплав представляет универсальный конструкционный материал, который по совокупности положительных качеств превосходит высоколегированные стали.
Достоинства марки стали Ст3сп состоят:
- в наличии гомогенной структуры, обеспечивающей защиту металла от внешнего воздействия;
- высокой коррозионной устойчивости;
- повышенной твердости и упругости;
- отсутствии флокеночувствительности и отпускной хрупкости;
- устойчивости к динамическим нагрузкам;
- доступной стоимости по сравнению с другими сплавами.
Недостатком сталей Ст3 является невысокая устойчивость к низким температурам.
Область применения
Технологические параметры спокойных сталей позволяют использовать их в производстве:
- листового и фасонного проката;
- труб и арматуры для магистральных газопроводов;
- крупных подвесных конструкций в железнодорожной отрасли;
- двухслойных листов, устойчивых к коррозии.
Наиболее широкое применение имеют полуспокойные стали. Несмотря на сниженные показатели твердости и пластичности, эти сплавы характеризуются более доступной стоимостью. Из них получают:
- трубы для систем отопления разного диаметра и толщины стенок;
- листовой прокат для обшивки корпуса различных агрегатов;
- уголки и квадраты для несущих конструкций.
Кипящая сталь входит в категорию самых доступных по стоимости. Из-за высокой концентрации кислорода эксплуатационные свойства материала заметно ниже, но он хорошо поддается термической обработке. Из него производят изделия рядового назначения, которые не подвергаются переменным нагрузкам.
Источник
Технические характеристики углеродистой стали 3

Закалкой называют вид термической обработки металлов, который заключается в нагреве выше критической температуры с последующим резким охлаждением (обычно) в жидких средах. Критической называют температуру, при которой происходит изменение типа кристаллической решетки, то есть осуществляется полиморфное превращение. Она определяется она по диаграмме «железо-углерод».
Свойства стали после закалки
После закалки увеличивается твердость и прочность стали, но при этом повышаются внутренние напряжения и возрастает хрупкость, провоцирующие разрушение материала при резких механических воздействиях. На поверхности изделия появляется толстый слой окалины, который необходимо учитывать при определении припусков на обработку.
Внимание! Некоторые изделия закаляются частично, например, это может быть только режущая кромка инструмента или холодного оружия. В этом случае на поверхности изделия можно наблюдать четкую границу, разделяющую закаленную и незакаленную части. Закаленную часть на клинках называют «хамон», что в переводе на современный язык металлургии означает «мартенсит».
Определение! Мартенсит – основная составляющая структуры стали после закалки. Вид этой микроструктуры – игольчатый или реечный.
Для уменьшения внутренних напряжений и роста пластичности осуществляют следующий этап термообработки – отпуск. При отпуске происходит некоторое снижение твердости и прочности.
Из чего состоит стальной сплав?
Помимо уже известного нам железа и углерода, сталь может содержать довольно много важных компонентов из таблицы Менделеева, которые в той или иной степени влияют на её свойства, напрямую отражаясь на характеристиках ножевой стали. Те элементы, которые вводятся в сплав, для улучшения его определённых свойств, обозначают легирующими, а сталь — легированной. Начнём с обязательного компонента, а далее по степени распространённости в стали.
- Углерод. Благодаря его присутствию, сталь можно подвергать процессу закаливания. Содержится в сплаве не больше 2,14 %. Если его больше, то этот сплав называют чугунным, если меньше, то жестяным. Его задача — обеспечить сплаву требуемую прочность и твёрдость, снизив до нужных показателей, вязкость и гибкость. Если его содержится более 0,6%, то говорят, что этот сплав высокоуглеродистый. Ножи среднего ценового сегмента, кухонные варианты часто содержат углерод от 0,4 % до 0,6 %.
- Хром. Отвечает за противостояние агрессивным воздушно-жидким средам. Иными словами, обеспечивает стали для ножей устойчивость к коррозии. Его содержание в сплаве должно быть, минимум 11,5%. Большое содержание хрома влияет на твёрдость. Если его в сплаве 14% и выше, то эту сталь относят к разряду «нержавеющей».
- Молибден. Препятствует появлению ломкости и хрупкости ножа, позволяет стали для изготовления ножей быть устойчивой к высоким температурам. Влияет на равномерность состава стали, увеличивая свойства Хрома и улучшая все показатели сплава. Если его содержание более 1% в стали, то сплав можно подвергать «воздушной закалке».
- Ванадий. Повышает устойчивость к износу и усиливает прочность стали. Его повышенную твёрдость используют при создании мелкозернистых сплавов, позволяя получить клинок, с лезвием высокой степени остроты. Однако наточить такой нож, будет не просто.
- Вольфрам. Усиливает степень стойкости к износу, повышает твёрдость стали. Этот химический элемент имеет температуру плавления выше, чем у других металлов. Если в сплаве присутствуют хром либо молибден, то в тандеме с любым из них, вольфрам улучшает режущие способности ножа.
- Кобальт. В небольших количествах вводят в сплавы, повышая их твёрдость и режущие свойства. Содержится в стали, в размере, примерно 1,6 %.
- Азот. Часто выступает заменителем никеля и углерода. Если в сплаве недостаточно углерода, добавление даже 0,1% азота позволяет подвергать клинок закаливанию. Он усиливает антикоррозийные качества, повышает стойкость к износу.
- Никель. Существенно усиливает степень прочности, твёрдости, вязкости и антикоррозийности.
- Кремний. Влияет на твёрдость сплава, увеличивает антикоррозийные свойства и степень крепости ножа, выводя из металла кислород. Вводят в сталь на этапе ковки и прокатки.
- Сера. Её содержание хорошо влияет на способность ножа к обработке. Однако снижает прочность ножа и устойчивость к коррозии.
- Марганец. Наделяет сталь зернистой структурой, повышая крепость, твёрдость и износ. Вводят в сталь при прокатке и ковке.
- Ниобий. Титан. Редкие компоненты. Увеличивают сопротивляемость коррозии, усиливают износостойкость и прочность стали.
- Фосфор. Сталью для ножей, где он есть, лучше не гордиться. Очень вреден для ножевых металлов. Усиливает хрупкость и ломкость, уменьшает механические качества сплава. Его вообще не должно быть.
Теперь, зная содержание нужных и вредных составляющих, вы легко сможете разобраться в составе сплава. Но это не все «металлические» секреты. Теперь приступим к самому интересному — типам или маркам стали для ножей.
Технология закалки
Режим закалки определяется температурой, временем выдержки, скоростью охлаждения, используемой охлаждающей средой.
Способы закалки стали:
- в одном охладителе – применяется при работе с деталями несложной конфигурации из углеродистых и легированных сталей;
- прерывистый в двух средах – востребован для обработки высокоуглеродистых марок, которые сначала остужают в быстро охлаждающей среде (воде), а затем в медленно охлаждающей (масле);
- струйчатый – обычно востребован при частичной закалке изделия, осуществляется в установках ТВЧ и индукторах обрызгиванием детали мощной струей воды;
- ступенчатый – процесс, при котором деталь остывает в закалочной среде, приобретая во всех точках сечения температуру закалочной ванны, окончательное охлаждение осуществляют медленно;
- изотермический – похож на предыдущий вид закалки стали, отличается от него временем пребывания в закалочной среде.
Типы охлаждающих сред
От правильного выбора охлаждающей среды во многом зависит конечный результат процесса.
- Для поверхностной закалки и работы с изделиями простой конфигурации, предназначенными для дальнейшей обработки, применяется в основном вода. Она не должна содержать соли и примеси моющих средств, оптимальная температура +30°C.
Внимание! Использовать этот способ охлаждения для деталей сложной конфигурации не рекомендуется из-за риска появления трещин.
Внимание! Для работы с изделиями из углеродистых сталей со сложным химическим составом используют комбинированное охлаждение. Оно состоит из двух этапов. Первый – охлаждение детали в воде, второй, после +200°C, – в масляной ванне. Перемещение из одной охлаждающей среды в другую должно производиться очень быстро.
Термическая обработка (термообработка) стали, сплавов, металлов.
Термическая обработка (термообработка) — это технологический процесс изменения структуры сталей, сплавов и цветных металлов посредством широкого диапазона температур: поэтапных нагреваний и охлаждении с определенной скоростью. Такая обработка очень сильно изменяет свойства сталей, сплавов, металлов в сторону улучшения показателей, но при этом не изменяя их химический состав. Можно сказать, что основная цель термической обработки – это улучшение свойств и характеристик изделий из него.
Виды (стадии) термической обработки стали
Отжиг — термическая обработка (термообработка) металла, представляющая собой процесс нагревания до заданной температуры, а затем процесс медленного охлаждения. Отжиг бывает разных видов в зависимости от уровня температур и скорости процесса.
Нормализация — термообработка, принципиально похожая на отжиг. Основное отличие в том, что процесс отжига предполагает печь, а при нормализации охлаждение стали проходит на воздухе.
Закалка — этап термообработки, основанный на нагревании сырья до такого уровня температуры, который является выше критического (перекристаллизация стали). После выдержки в такой температуре в заданном интервале времени происходит охлаждение, быстрое, с заданной скоростью. Закаленной стали (сплавам) свойственна неравновесная структура и поэтому применяется такой вид термообработки как отпуск.
Отпуск — стадия термообработки, необходимая для снятия в стали и сплавах остаточного напряжения или максимального его снижения. Снижает хрупкость и твёрдость металла, увеличивает вязкость. Проводится после стадии закалки.
Старение — иначе еще называется дисперсионное твердение. После стадии отжига металл опять нагревают, но до более низкого уровня температур и с медленной скоростью остужают. Цель такой термообработки в получении особенных частиц упрочняющей фазы.
От степени необходимой глубины обработки различают термообработку поверхностную, которая затрагивает лишь поверхность изделий, и объемную, когда термическому воздействию подвергается весь объем сырья.
В отраслевой промышленности, в частности – в машиностроении, термическую обработку чаще всего проходит сталь следующих марок:
— сталь 45 (замещаемость 40Х, 50, 50Г2)
— сталь 40Х (замещаемость 38ХА, 40ХР, 45Х, 40ХС, 40ХФ, 40ХН)
— сталь 20 (замещаемость 15, 25)
— сталь 30ХГСА (замещаемость 40ХФА, 35ХМ, 40ХН, 25ХГСА, 35ХГСА)
Термообработка стали 45
Конструкционная углеродистая. Этап предварительной термической обработки называется нормализация, проходит на воздухе, а не в печи. довольно легко проходит механическую обработку. Точение, фрезеровку и т. д. Получают детали, например, типа вал-шестерни, коленчатые и распределительные валы, шестерни, шпиндели, бандажи, цилиндры, кулачки.
После закалки, которая является конечной стадией термообработки, детали достигают высокого уровня прочности и отличных показателей износостойкости. Подвергаются шлифовке. Высокое содержание углерода (0,45%) обеспечивает хорошую закаливаемость и, соответственно, высокую твёрдость поверхности и прочность изделия. Сталь 45 калят «на воду», когда после калки деталь охлаждают в воде. После охлаждения деталь подвергается низкотемпературному отпуску при температуре 200-300 градусов по Цельсия. При такой термообработке стали 45 достигает твердость порядка 50 HRC.
Изделия: Кулачки станочных патронов, согласно указаниям ГОСТ, изготовляют из сталей 45 и 40Х. Твёрдость Rc = 45 -50. В кулачках четырёх-кулачных патронов твёрдость резьбы должна быть в пределах Rс = 35-42. Отпуск кулачков из стали 45 производится при температуре 220-280°, из стали 40Х при 380-450° в течение 30-40 мин.
Расшифровка марки стали 45: марка 45 означает, что в стали содержится 0,45% углерода,C 0,42 — 0,5; Si 0,17 — 0,37;Mn 0,5 — 0,8; Ni до 0,25; S до 0,04; P до 0,035; Cr до 0,25; Cu до 0,25; As до 0,08.
Термообработка стали 40Х
Легированная конструкционная сталь. Для деталей повышенной прочности такие как оси, валы, вал-шестерни, плунжеры, штоки, коленчатые и кулачковые валы, кольца, шпиндели, оправки, рейки, зубчатые венцы, болты, полуоси, втулки и прочих деталей повышенной прочности. Сталь 40Х также часто используется для производства поковок, штампованных заготовок и деталей трубопроводной арматуры. Однако последние перечисленные детали нуждаются в дополнительной термической обработке, заключающейся в закалке через воду в масле или просто в масле с последующим отпуском в масле или на воздухе.
Расшифровка марки стали 40Х. Цифра 40 указывает на то, что углерод в стали содержится в объеме 0,4 %. Хрома содержится менее 1,5 %. Помимо обычных примесей в своем составе имеет в определенных количествах специально вводимые элементы, которые призваны обеспечить специально заданные свойства. В качестве легирующего элемента в данном случае используется хром, о чем говорит соответствующая маркировка.
Термообработка стали 20
Термообработка стали 20 — сталь конструкционная углеродистая качественная. Широкое применение в котлостроении, для труб и нагревательных трубопроводов различного назначения, кроме того промышленность выпускает пруток, лист. В качестве заменителя стали 20 применяют стали 15 и 25.
По требованиям к механическим свойствам выделяют пять категорий.
— I категория: сталь всех видов обработки без испытания на ударную вязкость и растяжение.
— II категория: образцы из нормализованной стали всех видов обработки размером 25 мм проходят испытания на ударную вязкость и растяжение.
— III категория: испытания на растяжение проводят на образцах из нормализованной стали, размером 26-100 мм.
— IV категория: образцы для испытаний на растяжение и ударную вязкость изготавливают из термически обработанных заготовок размером не более 100 мм. Требования третьей и четвертой категории предъявляют к калиброванной, горячекатаной и кованной качественной стали.
— V категория. Испытания механических свойств на растяжение проводят на образцах из калиброванных термически обработанных (высокоотпущенных или отожженных) или нагартованных сталей.
Химический состав стали 20: углерод (C) — 0.17-0.24 %, кремний (Si) — 0,17-0,37%, марганец (Mn) — 0,35-0,65 %;содержание меди (Cu) и никеля (Ni) допускается не более 0,25%, мышьяка (As) — не более 0,08%, серы (S) — не более 0,4%, фосфора (Р) — 0,035%. Структура стали 20 представляет собой смесь перлита и феррита. Термическая обработка стали 20 позволяет получать структуру реечного (пакетного) мартенсита. При таких структурных преобразованиях прочность возрастает, и пластичность уменьшается. После термического упрочнения прокат из стали 20 можно использовать для изготовления метизной продукции (класс прочности 8.8).
Технологические свойства стали 20: Температура начала ковки стали 20 составляет 1280° С, окончания — 750° С, охлаждение поковки — воздушное. Сталь 20 нефлокеночувствительна и не склонна к отпускной способности. Свариваемость стали 20 не ограничена, исключая детали, подвергавшиеся химико-термической обработке. Рекомендованы способы сварки АДС, КТС, РДС, под газовой защитой и флюсом.
Сталь 20 применяют для производства малонагруженных деталей ( пальцы, оси, копиры, упоры, шестерни) , цементуемых деталей для длительной и весьма длительной службы (эксплуатация при температуре не выше 350° С) , тонких деталей, работающих на истирание. Сталь 20 без термической обработки или после нормализации используется для производства крюков кранов, вкладышей подшипников и прочих деталей для эксплуатации под давлением в температурном диапазоне от -40 до 450°С . Сталь 20 после химико-термической обработки идет на производство деталей, которым требуется высокая поверхностная прочность ( червяки, червячные пары, шестерни) . Широко применяют сталь 20 для производства трубопроводной арматуры, труб, предназначенных для паропроводов с критическими и сверхкритическими параметрами пара, бесшовных труб высокого давления, сварных профилей прямоугольного и квадратного сечения и т. д.
Термообработка стали 30ХГСА
Относится к среднелегированной конструкционной стали. Сталь 30ХГСА проходит улучшение – закалку с последующим высоким отпуском при 550-600 °С, поэтому применяется при создании улучшаемых деталей (кроме авиационных деталей это могут быть различные корпуса обшивки, оси и валы, лопатки компрессорных машин, которые эксплуатируются при 400°С, и многое другое), рычаги, толкатели, ответственные сварные конструкции, работающие при знакопеременных нагрузках, крепежные детали, работающие при низких температурах.
Сталь 30ХГСА обладает хорошей выносливостью, отличными показателями ударной вязкости, высокой прочностью. Она также отличается замечательной свариваемостью.
Сварка стали 30ХГСАтоже имеет свои особенности. Она осуществляется с предварительным подогревом материала до 250-300 °С с последующим медленным охлаждением. Данная процедура очень важна, поскольку могут появиться трещины из-за чувствительности стали к резким перепадам температуры после сварки. Поэтому по завершении сварных работ горелка должна отводиться медленно, при этом осуществляя подогрев материала на расстоянии 20-40 мм от места сварки. Также, не более, чем спустя 8 часов по завершении сварки сварные узлы стали 30ХГСА нуждаются в закалке с нагревом до 880 °С с последующим высоким отпуском. Далее изделие охлаждается в масле при 20-50 °С. Отпуск осуществляется нагревом до 400 — 600 °С и охлаждением в горячей воде. Сварку же необходимо выполнять максимально быстро, дабы избежать выгорания легирующих элементов.
После прохождения термомеханической низкотемпературной обработки сталь 30ХГСА приобретает предел прочности до 2800 МПа, ударная вязкость повышается в два раза (в отличии от обычной термообработки стали 30хгса), пластичность увеличивается.
Термообработка стали 65Г
Сталь конструкционная рессорно-пружинная. Используют в промышленности пружины, рессоры, упорные шайбы, тормозные ленты, фрикционные диски, шестерни, фланцы, корпусы подшипников, зажимные и подающие цанги и другие детали, к которым предъявляются требования повышенной износостойкости, и детали, работающие без ударных нагрузок. (заменители: 70, У8А, 70Г, 60С2А, 9ХС, 50ХФА, 60С2, 55С2).
Термообработка стали 40
Сталь конструкционная углеродистая качественная. Использование в промышленности: трубы, поковки, крепежные детали, валы, диски, роторы, фланцы, зубчатые колеса, втулки для длительной и весьма длительной службы при температурах до 425 град.
Термообработка стали 40ХН
Сталь конструкционная легированная Используется в отраслевой в промышленности: оси, валы, шатуны, зубчатые колеса, валы экскаваторов, муфты, валы-шестерни, шпиндели, болты, рычаги, штоки, цилиндры и другие ответственные нагруженные детали, подвергающиеся вибрационным и динамическим нагрузкам, с предъявляемыми требованиями повышенной прочности и вязкости. Валки рельсобалочных и крупносортных станов для горячей прокатки металла.
Термообработка сталь 35
Сталь конструкционная углеродистая качественная. Используется в отраслевой промышленности. Это детали невысокой прочности, подвергающиеся невысокому уровню напряжения: оси, цилиндры, коленчатые валы, шатуны, шпиндели, звездочки, тяги, ободы, траверсы, валы, бандажи, диски и другие детали.
Термообработка стали 20Х13
Сталь коррозионно-стойкая жаропрочная. Используется в энергетическом машиностроении и печестроении; турбинные лопатки, болты, гайки, арматура крекинг-установок с длительным сроком службы при температурах до 500 град; сталь мартенситного класса Сталь марки 20Х13 и другие стали мартенситного класса: жаропрочные хромистые стали мартенситного класса применяют в различных энергетических установках, они работают при температуре до 600° С. Из них изготовляют роторы, диски и лопатки турбин, в последнее время их используют для кольцевых деталей больших толщин. Существует большое количество марок сталей данного класса. Общим для всех является пониженное содержание хрома, наличие молибдена, ванадия и вольфрама. Они эффективно упрочняются обычными методами термообработки, которая основана на у — a-превращении и предусматривает получение в структуре мартенсита с последующим улучшением в зависимости от требований технических условий. (заменители: 12Х13, 14Х17Н2)
Пресс-служба группы компаний ВоКа
Какие стали можно закаливать?
Процедурам закалки и отпуска не подвергается прокат и изделия из него, изготовленные из малоуглеродистых сталей типа 10, 20, 25. Этот вид термообработки эффективен для углеродистых сталей (45, 50) и инструментальных, у которых в результате твердость увеличивается в три-четыре раза.
Таблица режимов закалки и областей применения для некоторых видов инструментальных сталей
| Марка стали | Для какого инструмента используется | Температура закалки, °C | Температура отпуска, °C | Охлаждающая среда для закалки | Охлаждающая среда для отпуска |
| У7 | Молотки, кувалды, плотницкий инструмент | 800 | 170 | Вода | Вода, масло |
| У7А | Зубила, отвертки, клейма, топоры | 800 | 170 | Вода | Вода, масло |
| У8, У8А | Пуансоны, матрицы, стамески, пробойники, ножовочные ручные полотна | 800 | 170 | Вода | Вода, масло |
| У10, У10А | Деревообрабатывающий инструмент, керны, резцы строгальные и токарные | 790 | 180 | Вода | Вода, масло |
| У11 | Метчики | 780 | 180 | Вода | Вода, масло |
| У12 | Надфили | 780 | 180 | Вода | Вода, масло |
| Р9 | Метчики, ножовочные полотна станочные, сверла по металлу, фрезы | 1250 | 580 | Масло | Воздух в печи |
| Р18 | Ножовочные полотна станочные, сверла по металлу, фрезы | 1300 | 580 | Масло | Воздух в печи |
| ШХ6 | Напильники | 810 | 200 | Масло | Воздух |
| ШХ15 | Ножовочные полотна станочные | 845 | 400 | Масло | Воздух |
| 9ХС | Плашки, сверла спиральные по дереву | 860 | 170 | Масло | Воздух |
Как закалить сталь в домашних условиях?
Закалку и отпуск желательно осуществлять в производственных условиях с использованием специального оборудования и приборов. Однако домашние умельцы часто практикуют это в собственных мастерских. Для нагрева изделия используют электроплиты, духовки, раскаленный песок, паяльные лампы, костер. Самостоятельная термообработка оправдана в случае необходимости упрочнения режущей кромки инструмента.
Как сделать закаленную сталь:
- перед термообработкой изделие необходимо очистить от масла и ржавчины;
- равномерно разогреть;
- охладить и произвести отпуск в соответствии с режимами, рекомендованными для конкретной марки стали.
При необходимости проведения термообработки в домашних условиях в отсутствии приборов температуру металла ориентировочно определяют по цветам побежалости. Условие – помещение не должно быть освещено солнцем.
Определение! Цветами побежалости называют оксидные пленки, образующиеся без участия молекул воды на сплавах на основе железа во время нагрева. Каждому интервалу температур соответствует определенный цвет:
Источник