Алюминий и его сплавы. Особенности обработки
Алюминий – мягкий и пластичный металл, который, в общем случае, хорошо поддается механической обработке (фрезерованию, сверлению, гравированию). Режимы резания при этом могут быть намного выше, чем при обработке, например, конструкционных сталей.
С одной стороны, это обусловлено меньшими нагрузками при снятии стружки, с другой — высоким коэффициентом теплопроводности алюминия, благодаря которому тепло из зоны резания хорошо отводится вместе со стружкой, не вызывая перегрева инструмента.
Иногда при обработке алюминия можно столкнуться и с негативными эффектами.
Первый – высокая вязкость некоторых сплавов. В этом случае существует тенденция к формированию длинной стружки, которая наматывается на инструмент и забивает канавки, что приводит к поломке гравировальной фрезы или сверла. Поэтому, как правило, на инструменте для обработки сплавов алюминия делают большие стружечные канавки для облегченного схода стружки, хотя это и ограничивает максимальное количество зубьев на фрезе двумя либо тремя.
Второй негативный эффект – наростообразование. Это явление, при котором происходит точечная наплавка обрабатываемого материала на режущую кромку инструмента в зоне резания. Следствием этого является притупление режущего клина и увеличение нагрузки на инструмент, а так же затрудненный сход стружки из-за ухудшения шероховатости передней поверхности инструмента. Производители инструмента борются с этим явлением, повышая гладкость передней поверхности (например, за счет дополнительной полировки или нанесения ультрагладкого покрытия), а также задавая определенные значения переднего и заднего углов режущего клина.
При наплавке материала, происходит забивание канавки, что ведет к дисбалансу инструмента. При затуплении режущей кромки, происходит перегрев инструмента, что может привезти к заклиниванию и как следствие, к поломке дорогостоящего инструмента.
На степень и глубину наплавки материала, влияют режимы резания, геометрия режущего инструмента, степень его затупления, т.е. все факторы, определяющие протекание пластической деформации в зоне резания.
Увеличение скорости резания способствует уменьшения глубины и степени наплавки, а подачи и глубины резания – к их увеличению!
Для устранения негативных эффектов при обработке алюминиевых сплавов рекомендуется использовать специальные серии твердосплавного инструмента.
Для механической обработки на фрезерных и токарных станках, чаще всего используют марки дюрали Д16 либо Д16Т (Д16ТН).
Д16Т лучше всего подходит для механической обработки на фрезерных и токарных станках. Благодаря термообработке, данный материал имеет более хрупкую структуру, что положительно влияет на режимы его резания.
При фрезеровании Д16Т, лучше всего использовать непрерывную подачу СОЖ либо систему охлаждение инструмента масляным туманом.
При операциях с небольшими съемами за проход, Д16Т можно обрабатывать “на сухую”, либо периодически опрыскивая вручную зону резания.
Сплав Д16, так же удобен для механической обработки. Его сопротивление среза не превышает 15 кг/мм 2 . Основным отличием данного сплава, относительно термообработанного Д16Т, является чуть более высокий параметр вязкости.
При не корректных режимах резания, либо при не правильно подобранном инструменте, может происходить наматывание стружки на инструмент.
При обработке Д16, используют непрерывную подачу СОЖ в зону резания.
Инструмент – максимально остро заточенный.
Самым сложным для фрезерной и токарной обработки является чистый алюминий и его сплав с магнием (АМГ).
Данные сплавы имеют удовлетворительную прочность, хорошую пластичность и высокую коррозийную стойкость. С ростом содержания магния, существенно увеличивается прочность АМГ.
Из всех сплавов алюминия, данный сплав является самым вязким.
При обработке АМГ на фрезерных станках с ЧПУ либо на токарных станках с ЧПУ, оператор может сталкиваться с проблемой забивания канавок инструмента стружкой.
Для обработки АМГ необходимо более тщательно подбирать режимы резания: подачи и скорость вращения. Обязательно использование непрерывной подачи СОЖ в зону реза и специального, максимального остро заточенного и полированного инструмента.
Соблюдая эти правила, можно обрабатывать АМГ без опасности для инструмента и получать необходимую шероховатость.
Остальные сплавы алюминия, не так распространены при механической обработке на Токарных и фрезерных станках с ЧПУ.
Источник
Режущий инструмент для алюминия
Конструкция режущего инструмента
Влияние конструкции режущего инструмента на качество поверхности заключается в его способности образовывать «правильную» стружку. Важно, чтобы стружка могла гладко проходить режущую поверхность инструмента. Это значит, что передний угол зуба должен быть достаточно большой, смазка должна быть достаточной, а поверхность режущего инструмента достаточно гладкой. Хорошую гладкую поверхность нельзя получить при работе с изношенным режущим инструментом.
Основные факторы, которые влияют на качество поверхности при механической обработке алюминия, задают четыре отдельных области качества механической обработки (рисунок 1):
 Рисунок 1 – Зависимость качества поверхности и
Рисунок 1 – Зависимость качества поверхности и
скорость резания при механической обработке алюминия
- Область I: Из-за налипания на режущую кромку качество поверхности является неудовлетворительным; вместо резания материал подвергается разрывам. Этой области параметров нужно избегать.
- Область II: Снижение шероховатости с увеличением скорости резания.
- Область III: Увеличение влияния инструмента и оборудования, например, вибрации резца или пилы, в той области, которая, в принципе, благоприятна для механической обработки алюминия. Поэтому, чтобы добиться лучших результатов при этой скорости резания необходимо применять оборудование, которое разработано специально для алюминия.
- Область IV: Плохое качество поверхности. Стружка собирается на обрабатываемом материале и налипает (приваривается) к режущему инструменту, что приводит к повреждению обрабатываемой поверхности. Такое, например, происходит при механической обработке литейных сплавов при применении изношенного режущего инструмента и высоких скоростей резания.
Износ режущего инструмента
Износа режущего инструмента с образованием царапин, как это характерно при механической обработке стали, не наблюдается при механической обработке алюминия и алюминиевых сплавов. Износ инструмента при механической обработке алюминия происходит за счет истирания режущей поверхности. Поэтому решающим критерием для оценки срока службы режущего инструмента объективно является ширина износа VB, показанная на рисунке 2. Износ режущей поверхности зависит от температуры и происходит в основном путем истирания. При использовании инструмента с карбидными насадками максимальная величина 0,3-0,5 мм для величины износа VB считается нормальной.
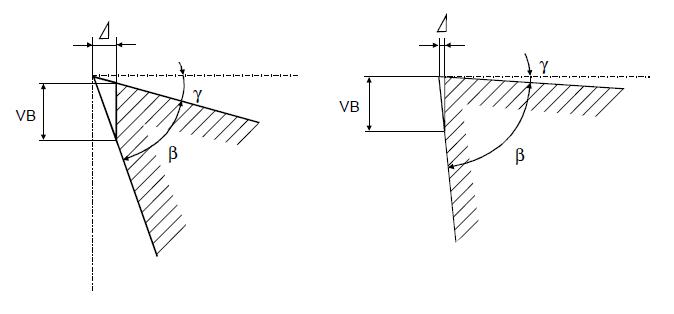 Рисунок 2 – Износ режущей кромки
Рисунок 2 – Износ режущей кромки
На износ режущего инструмента оказывают влияние как материал обрабатываемой детали, так параметры резания.
Материал детали имеет особенно большое влияние на износ режущего инструмента:
- Износ увеличивается с увеличением количества крупных твердых частиц, которые внедрены в алюминиевую матрицу. Такими частицами являются, например, первичные выделения частиц кремния в заэвтектическом алюминиевом сплаве. По этой причине алюминиевые отливки вызывают сильный износ режущего инструмента. Этот износ особенно высокий в случае литейных заэвтектических поршневых алюминиевых сплавов. С другой стороны, деформируемые сплавы с низким содержанием кремния вызывают минимальный износ.
- Износ возрастает с увеличением прочности алюминиевых сплавов. Твердые частицы, которые находятся в мягкой алюминиевой матрице, довольно легко из нее вырываются, не нанося большого вреда инструменту. Однако, если алюминиевая матрица имеет повышенную твердость, то включения вырываются уже труднее и поэтому причиняют инструменту больший износ.
- Наконец, износ инструмента зависит от сопротивления износу самого инструмента.
Влияние скорости резания на износ инструмента
Что касается условий резания, то скорость резания имеет самое большое влияние на срок службы режущего инструмента. На рисунке 5 представлен пример зависимости срока службы режущего инструмента при механической обработке алюминиевых сплавов для литья в кокиль. В случае деформируемых алюминиевых сплавов срок службы режущего инструмента измеряется скорее в сменах или днях, чем в минутах, как для литейных сплавах с высоким содержанием кремния.
Поскольку износ режущего инструмента зависит также от других параметров механической обработки, то срок службы можно оценивать только для определенного набора параметров. Другим параметрами, которые влияют на износ режущего инструмента являются:
- Смазочно-охлаждающие эмульсии – эффективное охлаждение снижает износ инструмента.
- Прерывистость резания, например, при наличии в материале пор, повышает износ инструмента.
- Скорость подачи и глубина резания. Износ инструмента увеличивается с увеличением толщины поперечного сечения стружки.
Усилие резания при механической обработке алюминия
Для оценки влияния материала на условия резания применяют так называемое удельное усилие резания. Это удельное усилие резания имеет корреляцию с режущим усилием, материалом и размерами стружки. В общем случае применяются следующие положения:
- Различные алюминиевые сплавы имеют различия в удельных режущих усилиях, но относительно небольшое.
- Обычно принимают, что удельное режущее усилие для алюминия и алюминиевых сплавов составляет 30 % от такого усилия для стали.
- Величину удельного режущего усилия алюминиевого сплава нельзя вывести из его химического состава или физических свойств.
- Удельное режущее усилие нужно определять экспериментально для каждого отдельного случая.
Необходимое режущее усилие зависит не только от размеров стружки, но также от смазочно-охлаждающей эмульсии и конструкции режущего инструмента:
- Смазочно-охлаждающая эмульсия оказывает два противоположных действия. С одной стороны, охлаждение снижает температуру в зоне реза и тем самым повышает величину требуемого режущего усилия. С другой стороны, смазка облегчает движение стружки и снижает величину требуемого усилия резания.
- Геометрия режущего инструмента влияет на усилие резания через передний угол зуба γ. Чем больше этот угол, тем меньше сжатие стружки и ниже усилие резания (рисунок 3).
- Степень износа режущей кромки имеет относительно большое влияние. Поэтому в ходе длительной механической обработки величина режущего усилия возрастает.
 Рисунок 3 – Зависимость усилия резания при механической обработке алюминия в зависимости от переднего угла зуба и скорости резания
Рисунок 3 – Зависимость усилия резания при механической обработке алюминия в зависимости от переднего угла зуба и скорости резания
Источник
Как обрабатывать алюминий: Все, что вам нужно знать! [часть 1 из 2]

Алюминий является основным элементом в любом механическом цехе. Это один из самых часто обрабатываемых металлов, его можно обрабатывать быстро и эффективно. Поскольку алюминий режут все, его обработка — это действительно конкурентное пространство. Особенно это касается производственной обработки. В этой статье я расскажу обо всем, что вам нужно знать, чтобы начать работать, чтобы вы могли получить хорошие заказы и справляться с ними как профессионал.
Примечание: данная статья является переводом.
Почему обработка алюминия может быть сложной?
Для начала давайте разберемся, с чем вы сталкиваетесь. Если вы делаете кронштейн для фермера, то не имеет значения, насколько эффективно вы снимаете материал. Но если вы делаете 10 000 кронштейнов в неделю для продажи в другие предприятия, вам нужно делать работу как следует. Почему обработка алюминия может быть сложной?
Основная проблема эффективной обработки алюминия заключается в том, чтобы просто добиться максимальной скорости съема материала без разрушения инструмента. Алюминий может расплавиться и прилипнуть к инструменту при сильном нагреве. Поэтому, даже если он режется как масло, это ненадолго, если алюминий прилипнет к инструменту, то в итоге вместо обработки вы будете заниматься сваркой трением.
Помимо того, что трение должно быть минимальным, дребезжание может быть просто чудовищным, когда вы задеваете станок. Это особенно проблематично, когда вы пытаетесь обработать чистые выемки. Ладно, хватит ныть. Давайте перейдем к тому, как вы можете с этим справится
Различные виды алюминия:
Не все марки алюминия обладают одинаковой обрабатываемостью. Одни режутся как в сказке, другие настолько вязкие, что засорившиеся сломанные инструменты становится кошмаром. Главное здесь — понять, с чем вы работаете.
Вот список некоторых распространенных типов алюминия и некоторые замечания по обработке:
| 2011 | Самый масляный из масляных. Это самый хорошо поддающийся обработке материал из всех марок алюминия. Коррозионная стойкость ужасная, поэтому его обычно нужно анодировать, но, если серьезно, вы не найдете более легкого материала для работы. |
| 2024 | У данного материала отличное соотношение прочности к весу, поэтому его можно использовать в тех случаях, когда он находится под напряжением. Он отлично справляется, но есть одна вещь, за которой вам нужно следить: он может скалываться в конце тяжелых пропилов с выходом инструмента из строя. Примером возможной проблемной области является выполнение прорези полного диаметра. Возможно, вам придется настроить траектории перемещения инструментов, чтобы смягчить выпуски, дабы предотвратить это. Стружка обычно получается хорошей, не слишком жилистой (но все относительно). Еще одна вещь, за которой нужно следить, — это коррозия. Коррозия у аллюминия 2024 на самом деле очень плохая штука, поэтому будьте осторожны, оставляя его в тонкой охлаждающей жидкости или в тумблерах для деталей. Нет смысла в отличной отделке, если она вся проржавела. В целом, однако, это отличный материал для работы. Лучше всего разрезать его в состоянии T351 или отожженным. |
| 5052 | Это очень мягкий материал, который обычно используется для формования. Обычно он поставляется в виде листов. Вы также можете найти его в судовом производстве, поскольку он обладает отличной коррозионной стойкостью. Он не ужасен, но нужно следить за липкостью при обработке материла. Убедитесь, что ваши инструменты бритвенно остры для работы с этим материалом, и что у вас есть отличная смазка, иначе поверхность будет повреждена, и вы рискуете испортить инструмент. Поддерживайте инструменты острыми, и у вас не будет проблем с получением яркого зеркального покрытия. |
| 6061 | Это отличный материал для резки. Пожалуй, самый распространенный материал, который можно встретить в механической мастерской. Все же следует быть осторожным с выходом из материала при очень сильных резах; существует небольшой риск сколов. Чем тверже этот материал, тем легче его обрабатывать. Т4 идеально подходит для обработки, но Т6 занимает близкое второе место. По сравнению с алюминием 2011 индекс обрабатываемости этих марок составляет 90% и 80% соответственно. |
| 6063 | По своим функциям он очень похож на 6061, но его чаще можно увидеть в виде штамповок . Однако данная марка алюминия не такая жесткая. Поэтому 6063 немного сложнее обрабатывать; он более мягкий и липкий. Когда вы режете алюминиевые штамповки, используйте действительно острые инструменты, хорошую смазку и следите за зазором для стружки. |
| 7075 | Он чрезвычайно популярен в конструкционных компонентах, таких как лонжероны крыльев самолетов и велосипедные рамы. Это очень жесткий алюминий. Он довольно хорошо обрабатывается; не так хорошо, как 6061, но и не так плохо, как 5052. Однако получить яркое покрытие из этого материала непросто; скорее всего, вы получите что-то более похожее на гладкий, но тусклый серый цвет. |
Главное помнить, что все марки алюминия хорошо поддаются обработке. Единственное, когда вы заметите разницу между этими сортами, — это когда вы сильно нагрузите свой станок. Если вы производите небольшие объемы продукции, вряд ли вы что-то заметите.
Стоит отметить, что существует заметная разница между литым и кованым алюминием. Литой всегда более жесткий, поэтому держите инструменты острыми и работайте с осторожностью.
Основные проблемы, с которыми вы столкнетесь, связаны с трением и нагревом. В следующем разделе мы рассмотрим, как справиться с этими проблемами, чтобы вы могли точно настроить свой процесс.
Режущие инструменты для алюминия:
Ни в коем случае не используйте для резки алюминия универсальный резак. Технически он будет работать, но алюминий совершенно отличается от стали.


Вот несколько аспектов выбора инструмента, которые помогут вам получить максимальную отдачу от вашего станка.
Материал режущего инструмента:
Режущий инструмент из карбида. Даже в непроизводственных областях применение твердого сплава превосходит быстрорежущую сталь как по стоимости инструмента в течение срока службы, так и по качеству обработки поверхности. Тем не менее, о твердом сплаве необходимо знать несколько полезных вещей, которые помогут вам подобрать идеальный инструмент для конкретной работы. По сути, нам просто нужно понять, что мы хотим получить от инструмента. Алюминий режется мягко, то есть инструмент не испытывает сильных ударных нагрузок при резке. Критически важным является сохранение остроты кромки. По этой причине для характеристики материала мы предпочтем твердость, а не вязкость. Есть две основные вещи, которые влияют на это свойство: размер зерна карбида и соотношение связующих веществ.
Изображение фрезеровки алюминия для визуального облегчения
Что касается размера зерна, то при более крупном зерне получается более твердый материал, в то время как при более мелком зерне — более ударопрочный, прочный материал. Для алюминия мы хотим сохранить остроту кромки, поэтому нам нужен мелкий размер зерна для максимального сохранения кромки.
Другой фактор — соотношение связки. Для твердосплавных режущих инструментов связующим веществом является кобальт. Содержание кобальта может составлять от 2% до 20%. Поскольку кобальт мягче, чем зерна твердого сплава, то при увеличении количества кобальта растет жесткость инструмента, а при его уменьшении растет твердость инструмента. Если по простому — твердость это способность материала противостоять проникновению в него более твердого тела, а прочность это способность материала противостоять приложенным нагрузкам и при этом не разрушаться.
Поэтому мы ищем твердосплавную фрезу с крупными зернами и низким содержанием кобальта.
Концевые фрезы с 3 канавками:
Концевые фрезы с 3 канавками — это оптимальный вариант для твердосплавных концевых фрез в 98% случаев. Зазор для стружки — это главное в работе с алюминием, а 3 канавки обеспечивают идеальный баланс прочности инструмента и зазора для стружки.
2 канавки могут быть приемлемым вариантом, когда силы резания ниже и зазор для стружки является более важным фактором. Это также может быть способом снижения силы резания для легких, некачественных резов. Это имеет смысл, если у вас очень длинный инструмент, склонный к вибрации. Фрезы с 2-мя канавками режут легко, поэтому это может помочь справиться с вибрациями.
Однако, в конечном итоге, 3 канавками — это промышленный стандарт. Для более крупных инструментов, таких как колпачковые фрезы, оптимальное количество канавок зависит от диаметра. Главное здесь — иметь большой зазор для стружки, чтобы ничего не забивалось. Никому не нужен заклиненный инструмент при 700 IPM.
Угол наклона спирали:
Вот баланс, который мы пытаемся найти: меньший угол спирали уменьшает нагрев, так как резание происходит в течение меньшего времени. Более высокий угол спирали обеспечивает более гладкую резку, дает отличную обработку поверхности, но при этом выделяется больше тепла.
Если ваш инструмент нагреется, алюминий приварится к нему, и игра окончена. Это происходит менее чем за секунду; все, что вы слышите, это резкий рост нагрузки на шпиндель и треск!
Поэтому вот надежное правило, которое работает для меня уже много лет:
Для черновой обработки отлично подходит меньший угол спирали — около 35 градусов. Это сохраняет инструмент холодным, и никто не заботится о чистоте поверхности при черновой обработке.
Для чистовой обработки понадобится больший угол спирали, угод в 45 градусов — это просто рок-звезда. Конечно, он выделяет больше тепла, но для легких чистовых резов на высоких скоростях подачи, кого это волнует? Гладкий рез оставляет красивую и точную поверхность.
Для того, чтобы и черновая, и чистовая обработка выполнялись достаточно хорошо, выбирайте угол спирали 40 градусов.
Черновая обработка: угол спирали 35 градусов.
Финишная обработка: угол спирали 45 градусов.
Многоцелевая: угол спирали 40 градусов.
Полезные функции:
Помимо этих основных принципов, есть еще несколько вещей, которые могут дать вам дополнительное преимущество.
Один лайфхак, с которой я добился большого успеха, — это полированные инструменты. Когда режущие канавки отполированы, алюминий скользит по ним плавно. Поскольку трение минимально, срок службы инструмента увеличивается, и вы можете работать быстрее.
Это действительно имеет смысл, если вы занимаетесь фрезерованием алюминия с высокой производительностью.
Еще одна вещь, о которой стоит упомянуть, — это покрытие инструмента. В целом, лучше всего использовать инструменты без покрытия. Специальные покрытия не дадут большой производительности, а более «стандартные» покрытия принесут больше вреда, чем пользы.
Вот краткий список некоторых хороших и плохих покрытий для резки алюминия:
| AlTiN | Ужасная идея №1. Это покрытие подойдет для стали, а не для алюминия. Поверхность инструмента с таким покрытием не особенно гладкая, а тут еще и алюминий! Это означает, что материал, который вы режете, будет иметь тенденцию привариваться к покрытию, что даст вам ужасное качество поверхности и, вероятно, приведет к поломке инструмента. |
| TiN | Ужасная идея №2. Не так плохо, как AlTiN, но и не намного лучше. |
| ZrN | Хорошая идея №1. У этого материала очень низкий коэффициент трения, поэтому он может помочь в обтекании стружки и сохранении режущего инструмента и материала холодными. |
| TiB2 | Хорошая идея №2. Многие парни предпочитают его вместо ZrN. Он имеет низкую схожесть с алюминием, что означает, что при обработке алюминий сразу соскальзывает. |
Хорошо, если быть до конца честным с вами, я не нашел покрытий, которые бы сильно отличались от алюминия. По крайней мере, не так, как со сталью. Я предпочитаю просто полированную голую концевую фрезу. Я буду больше экспериментировать с фрезами с нанесенными покрытиями, когда продавцы будут предлагать их мне бесплатно для экспериментов.
На этом на сегодня всё, в скором времени в нашем блоге выйдет вторая часть данной статьи.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Источник